第6章:運用準備
| 項目 | 内容 |
|---|---|
| 対象製品 | GROW工程管理 on kintone |
| 対象製品バージョン | Ver.4.0 |
| ドキュメント更新日 | 2026-02-14 |
本章では、GROW工程管理を正しく動かすために必要な「初期設定」と、運用開始後の「定期メンテナンス」で行う設定内容を説明します。
| タイミング | 主な作業 |
|---|---|
| 導入時(初回のみ) | ユーザー管理・休日登録・各種マスタの初期登録 |
| 定期メンテナンス | 休日の追加・担当者や設備の変更・マスタの追加や無効化 |
導入時は本章の設定をすべて完了させてから、運用を開始してください。
6-1. ユーザー管理アプリの設定
GROW工程管理を利用するには、kintoneユーザーをユーザー管理アプリに登録する必要があります。登録されていないユーザーはGROW工程管理の機能を利用できません(詳細は第2章 2-7、第3章 3-2参照)。
登録のポイント:「ユーザ」欄には kintone のユーザ名を入力します。
| フィールド | 必須 | 意味 |
|---|---|---|
| ユーザ | Y | kintoneのユーザ名を入力します。kintoneのログイン名と一致している必要があります。 |
| ロールグループ | Y | 「計画者」または「閲覧者」を選択します。 |
ロールグループの定義:
| ロールグループ | 権限 | 対象ユーザー |
|---|---|---|
| 計画者 | 製造オーダ登録・製造工程設計・日程計画・スケジューリング・マスタ管理など、すべての操作が可能 | 生産管理者・現場リーダー |
| 閲覧者 | 工程情報の閲覧と作業実績の登録のみ可能 | 工場作業者 |
登録例:
| ユーザ(kintoneユーザ名) | ロールグループ | 想定する役割 |
|---|---|---|
| 山田 太郎 | 計画者 | 生産管理者(製造オーダ登録・スケジューリングを担当) |
| 鈴木 花子 | 計画者 | 現場リーダー(日程調整・計画確定を担当) |
| 田中 次郎 | 閲覧者 | 工場作業者(作業指示の確認・実績登録のみ) |
注意:「ユーザ」欄には kintone のログイン名(ユーザ名)を入力します。kintoneでは氏名がそのままユーザ名として登録されているケースが多いですが、社員番号やメールアドレスとは異なります。kintoneの管理画面でユーザ名を確認してから入力してください。
6-2. 休日管理
工場の休日(土日・祝日・長期休暇など)を登録します。**ここに登録した日は、生産スケジューラが非稼働時間帯として考慮します。**設備・担当ともにその日は使用不可の期間として扱われ、ガントチャートや余力管理の表示にも反映されます。
1レコード=1日の休日として登録します。週休2日制の土曜・日曜、祝日、年末年始などはすべて明示的に1件ずつ登録が必要です。会社独自・工場独自の休日(創立記念日・工場一斉メンテナンス日など)も同様に登録できます。
| フィールド | 必須 | 意味 |
|---|---|---|
| 休日 | Y | 休日の日付。1レコードに1日を登録します。 |
| 備考 | N | 管理用のメモ欄(「土曜日」「勤労感謝の日」など)。システムでは使用しません。 |
登録例:
| 休日 | 備考 |
|---|---|
| 2026/1/2 | |
| 2026/11/3 | 文化の日 |
| 2026/11/7 | 土曜日 |
| 2026/11/8 | 日曜日 |
| 2026/11/14 | 土曜日 |
| 2026/11/15 | 日曜日 |
| 2026/11/21 | 土曜日 |
| 2026/11/22 | 日曜日 |
| 2026/11/23 | 勤労感謝の日 |
| 2026/12/5 | 土曜日 |
| 2026/12/6 | 日曜日 |
| … | (以降、同様に1件ずつ登録) |
休日一括登録ツール
1件ずつ手動登録する代わりに、休日一括登録ツールを使うと、指定した期間の土日・祝日をまとめて登録できます。
操作手順:
- 休日管理アプリを開き、「休日一括登録ツール」ボタンをクリックします
- ツール画面が開きます
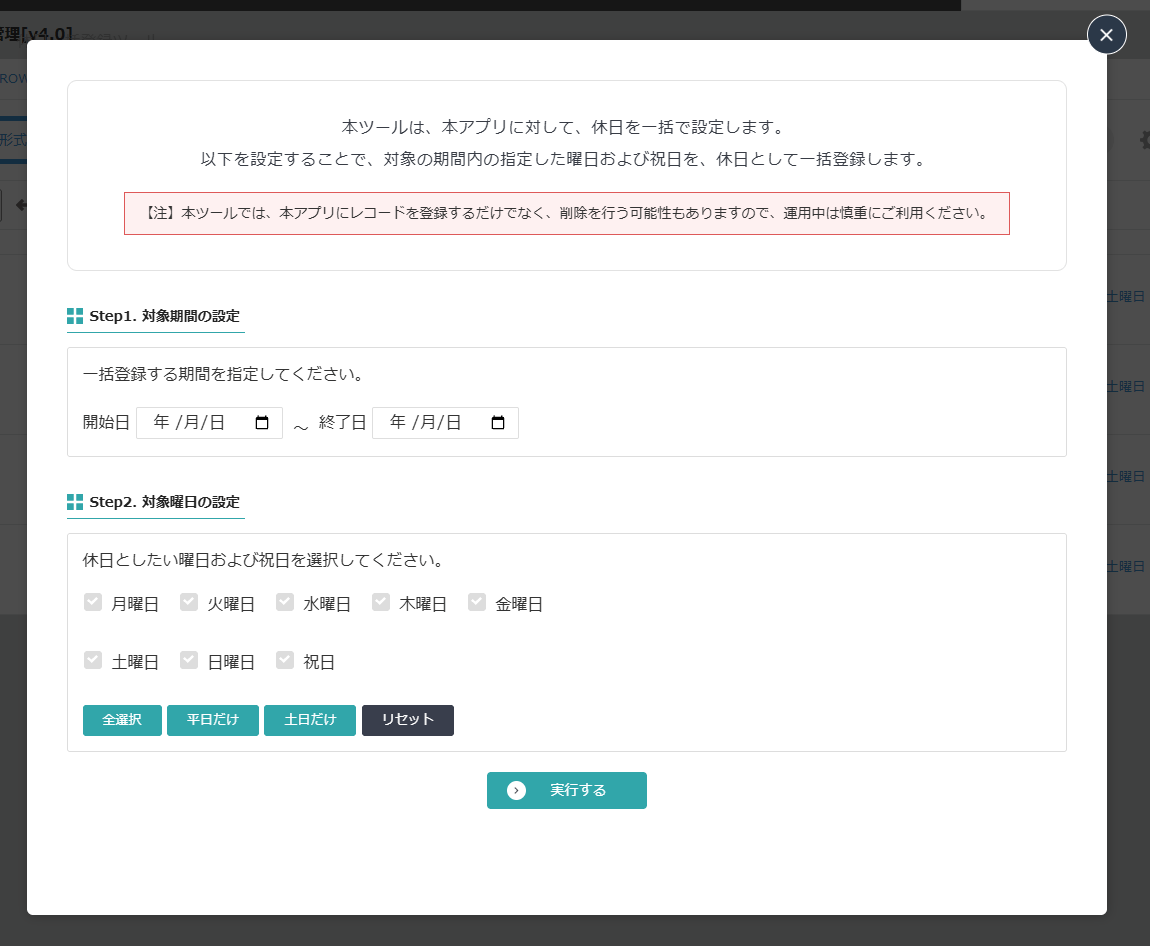
- Step1. 対象期間の設定:一括登録する開始日・終了日を指定します
- Step2. 対象曜日の設定:休日としたい曜日と祝日を選択します
- 「土日だけ」ボタンで土曜・日曜のみを一括選択できます
- 「祝日」チェックボックスで日本の祝日も含められます
- 「実行する」ボタンをクリックします
注意:対象期間にすでに登録済みの休日がある場合、二重登録になる場合があります。実行前に既存データを確認してください。
運用のポイント:翌年分の土日・祝日は年末までに登録しておくことを推奨します。登録漏れがあると、その日にスケジューリングが入ってしまいます。
6-3. マスタ登録の推奨順序
マスタ間には依存関係があるため、以下の順番で登録してください。
| 順番 | マスタ名 | 理由 |
|---|---|---|
| 1 | 工程マスタ | 自社の製造工程を定義する最重要マスタ。最初に登録します |
| 2 | 設備マスタ | 設備グループマスタの登録前に必要です |
| 3 | 担当マスタ | 担当グループマスタの登録前に必要です |
| 4 | 外注先マスタ | 外注工程がある場合に登録します |
| 5 | 設備グループマスタ | 設備マスタ登録後に登録します |
| 6 | 担当グループマスタ | 担当マスタ登録後に登録します |
6-4. 各マスタの登録内容
6-4-1. 工程マスタ
自社の製造工程を定義する、最も重要なマスタです。 ここに登録した工程が、製造工程設計・スケジューリング・ガントチャートすべての基本単位となります。事前に自社の製造工程を整理した上で登録してください。
| フィールド | 必須 | 意味 |
|---|---|---|
| 工程コード | Y | 識別子。重複不可。 |
| 工程名 | N | 工程の名称。アプリ定義上は任意ですが、入力が推奨されます。 |
| 設備利用有無 | Y | 設備を利用する工程かどうか。「無」の場合、設備の割り当てはできません。 |
| 優先リソース | Y | 自動スケジューリング時に「設備」と「担当」のどちらを優先して空きを探すかを指定します。優先リソースの空き時間を基準に日程を決定した後、非優先リソースの割り当て可否を検索します。 |
| 担当の自動割当 | Y | スケジューリング時に担当者を自動割当するかどうかを指定します。 |
| 製造数依存 | Y | 工程の占有時間が製造数に依存するかどうかを指定します。「依存する」の場合、占有時間=前段取り時間+(製造数×部品点数×単位加工時間)+後段取り時間で計算されます。「依存しない」の場合、占有時間=前段取り時間+(部品点数×単位加工時間)+後段取り時間で計算されます。 |
| ラベル色のカラーコード | N | ガントチャートで工程を表示するときの色を指定します。 |
| 表示順 | N | 選択リストなどでの表示順序をシステムが参照します。 |
| 有効フラグ | Y | 「無効」に設定すると論理削除扱いとなり、新規の製造工程設計・スケジューリングの対象外となります。 |
6-4-2. 設備マスタ
製造で使用する設備の一覧を登録します。GROWで使用する設備はすべて事前に設備マスタへの登録が必要です。
| フィールド | 必須 | 意味 |
|---|---|---|
| 設備コード | Y | 各エントリの識別子。重複不可。 |
| 設備名称 | Y | 設備の名称。 |
| 稼働開始時刻 | Y | 1日の稼働開始時刻。 |
| 稼働終了時刻 | Y | 1日の稼働停止時刻。24時まで稼働の場合は「0:00」を設定。 |
| 表示順 | N | 選択リストやガントチャートでの表示順序をシステムが参照します。 |
| 有効フラグ | Y | 「無効」に設定すると論理削除扱いとなり、新規計画の対象外となります。 |
6-4-3. 担当マスタ
工程を担当する従業員を登録します。GROW工程管理では、各工程に対して必ず1人の担当が割り当てられることを想定しています。
ライセンス算定について:担当マスタの有効エントリ数と、ユーザー管理アプリの「計画者」ロールのエントリ数の合計が、システム利用料(ライセンス)の算定ベースとなります。
| フィールド | 必須 | 意味 |
|---|---|---|
| 担当コード | Y | 各エントリの識別子。重複不可。 |
| 担当名(表示用) | N | 姓と名を連結した表示用の名称。 |
| 姓 / 名 | N | アプリ定義上は任意ですが、業務を円滑に進めるために入力が推奨されます。 |
| 就業開始時刻 | Y | 1日の作業開始可能時刻。 |
| 就業終了時刻 | Y | 1日の作業終了時刻。 |
| 表示順 | N | 選択リストやガントチャートでの表示順序をシステムが参照します。 |
| 有効フラグ | Y | 「無効」に設定すると論理削除扱いとなり、新規計画の対象外となります。 |
6-4-4. 外注先マスタ
外注工程の発注先となる協力会社の情報を管理します。製造工程設計や日程計画で外注先を指定するには、事前に外注先マスタへの登録が必要です。
| フィールド | 必須 | 意味 |
|---|---|---|
| 外注先コード | Y | 識別子。重複不可。 |
| 会社名 | N | 外注先の会社名。アプリ定義上は任意ですが、入力が推奨されます。 |
| 表示順 | N | 選択リストなどでの表示順序をシステムが参照します。 |
| 有効フラグ | Y | 「無効」に設定すると論理削除扱いとなり、新規の製造工程設計での使用対象外となります。 |
6-4-5. 設備グループマスタ
設備をグループ化して管理します。製造工程設計で設備グループを指定しておくことで、スケジューリング時にグループ内の空き設備が自動的に割り当てられます。
設備マスタへの登録が先に必要です。 設備を使用しない工程に設備グループを割り当てることはできません。
| フィールド | 必須 | 意味 |
|---|---|---|
| 設備グループコード | Y | 各エントリの識別子。重複不可。 |
| 設備グループ名 | N | アプリ定義上は任意ですが、業務を円滑に進めるために入力が推奨されます。 |
| 設備候補TABLE/設備コード | N | グループに属する設備コード。 |
| 設備候補TABLE/設備名称 | N | 設備マスタからルックアップで取得。 |
| 設備候補TABLE/有効フラグ | Y | 設備マスタからルックアップで取得。論理削除済みの設備かどうかを示します。 |
| 表示順 | N | 選択リストなどでの表示順序をシステムが参照します。 |
| 有効フラグ | Y | 「無効」に設定すると論理削除扱いとなり、新規計画の対象外となります。 |
6-4-6. 担当グループマスタ
担当者をグループ化して管理します。製造工程設計で担当グループを指定しておくことで、スケジューリング時にグループ内の空き担当者が自動的に割り当てられます。
担当マスタへの登録が先に必要です。
| フィールド | 必須 | 意味 |
|---|---|---|
| 担当グループコード | Y | 各エントリの識別子。重複不可。 |
| 担当グループ名 | N | アプリ定義上は任意ですが、業務を円滑に進めるために入力が推奨されます。 |
| 担当候補TABLE/担当コード | N | グループに属する担当コード。 |
| 担当候補TABLE/担当名 | N | 担当マスタからルックアップで取得。 |
| 担当候補TABLE/有効フラグ | Y | 担当マスタからルックアップで取得。論理削除済みの担当かどうかを示します。 |
| 担当候補TABLE/優先順 | N | グループ内での担当者の優先順位。スケジューリング時に参照されます。 |
| 表示順 | N | 選択リストなどでの表示順序をシステムが参照します。 |
| 有効フラグ | Y | 「無効」に設定すると論理削除扱いとなり、新規計画の対象外となります。 |
6-5. 稼働管理(設備・担当者ごとの非稼働設定)
休日管理が「工場全体の休日」を管理するのに対し、稼働管理はリソース(設備・担当者)ごとの個別の非稼働時間帯を登録します。自動スケジューリング時に、これらの個別事情が考慮されます。
登録が必要なケースの例:
- 特定の設備が午前中に計画メンテナンスを行う
- 特定の担当者が特定の日に午前休暇を取得する
- 設備の故障や点検による臨時停止
稼働管理への登録を忘れると、非稼働の設備や担当者にスケジューリングが入ってしまいます。計画実行前に最新の状態になっているか確認してください。
設備稼働管理
| フィールド | 必須 | 意味 |
|---|---|---|
| 設備コード | Y | 対象の設備を指定します。 |
| 非稼働開始日時 | Y | 非稼働となる開始日時。 |
| 非稼働終了日時 | Y | 非稼働となる終了日時。 |
| 備考 | N | 理由などを記録するメモ欄(例:「定期メンテナンス」)。 |
担当稼働管理
| フィールド | 必須 | 意味 |
|---|---|---|
| 担当コード | Y | 対象の担当者を指定します。 |
| 非稼働開始日時 | Y | 非稼働となる開始日時。 |
| 非稼働終了日時 | Y | 非稼働となる終了日時。 |
| 備考 | N | 理由などを記録するメモ欄(例:「午前休暇」)。 |
6-6. マスタデータの変更と論理削除
GROW工程管理では、データの整合性を保つため「論理削除」を採用しています。 各マスタ(休日管理を除く)には「有効フラグ」フィールドがあります。
有効フラグの仕様
| 有効フラグの値 | 意味 |
|---|---|
| 有効 | 通常通り使用可能。 |
| 無効 | 論理削除済み。マスタ上はデータが残るが、システム上は削除されたものとして扱われます。 |
論理削除データの振る舞い
- 既存データの表示:過去に作成された計画や実績でそのマスタが使われていた場合、そのまま表示されます(例:退職した担当者の名前も過去の履歴には残ります)。
- 新規作成・変更:新しく計画を立てる際や担当者を変更する際、論理削除済みのマスタは選択肢に表示されません。
これにより、「過去の記録は正しく残しつつ、これからの計画には使わせない」という運用が可能になります。
マスタ変更時のルックアップ再読み込み
マスタデータを変更しても、すでに登録済みの製造工程設計や工程管理レコードにはkintoneのルックアップ機能により変更前の値が残ります。変更を反映させるには、参照している側のレコードを開いてルックアップを再読み込みする必要があります。
ルックアップの一括再読み込みツールは現在検討中です。
6-7. 定期メンテナンスガイド
運用開始後は、以下のタイミングで設定の更新を行ってください。
| タイミング | 作業内容 | 参照セクション |
|---|---|---|
| 随時 | 新入社員の担当マスタ登録・退職者の無効化 | 6-4-3 |
| 随時 | 新設備の設備マスタ登録・廃止設備の無効化 | 6-4-2 |
| 随時 | 計画メンテナンスや休暇の稼働管理登録 | 6-5 |
| 随時 | グループ構成の変更(メンバーの追加・削除) | 6-4-5 / 6-4-6 |
| 年次 | 翌年分の休日登録(年末までに実施推奨) | 6-2 |
これで第6章は完了です。次の第7章では、生産計画の実践について解説します。
第7章:生産計画担当の業務シナリオ
- この章の対象ユーザー
- 業務フロー全体像
- 製造オーダ登録
- 7-1. 受注管理アプリから製造オーダを登録する
- 7-2. 製造管理アプリで製造オーダを新規作成する
- 7-3. CSV / API で製造オーダを一括登録する
- オーダー展開
- 7-4. 新規製造オーダを工程設計に展開する
- 7-5. オーダー内容の変更後に再展開する
- オーダー状況確認
- 7-6. 一覧から納期と製造ステータスを確認する
- 工程設計
- 7-7. 工程設計を新規定義する
- 7-8. 定義済みの工程設計を変更する
- 7-9. 工程設計をテンプレートとして保存する
- スケジューリング
- 7-10. 新規割当:工程設計完了後にスケジューリングする
- 7-11. 追加割当:工程追加後にスケジューリングする
- 7-12. リスケ:指定工程以降を再スケジューリングする
- 日程の調整
- 7-13. 製造納期を起点に日程を調整する
- 7-14. 設備リソースに着目して日程を調整する
- 7-15. 担当リソースに着目して日程を調整する
- 7-16. 複数オーダーの負荷を見ながら調整する
- 計画確定・作業指示
- 7-17. 計画を確定して作業指示を出す
- 進捗管理
- 7-18. 遅延している工程・オーダーを確認する
- リスケ調整
- 7-19. リスケが必要な状況を判断する
- 7-20. 製造オーダー1件のリスケを行う
- 7-21. 複数の製造オーダーにわたるリスケを行う
| 項目 | 内容 |
|---|---|
| 対象製品 | GROW工程管理 on kintone |
| 対象製品バージョン | Ver.4.0 |
| ドキュメント更新日 | 2026-02-23 |
本章では、生産計画担当・工程管理担当が行う業務シナリオを、操作の流れに沿って解説します。各画面・機能の詳細仕様は 第10章:計画系機能リファレンス を参照してください。
この章の対象ユーザー
| ロール | 主な業務 |
|---|---|
| 生産計画担当 | 製造オーダ登録・展開・状況確認 |
| 工程管理担当 | 工程設計・スケジューリング・日程調整・計画確定・進捗管理・リスケ |
業務フロー全体像
製造オーダ登録 → オーダー展開 → オーダー状況確認
→ 工程設計 → スケジューリング → 日程調整
→ 計画確定・作業指示 → 進捗管理 → リスケ調整[!IMPORTANT]前提条件
- 製造オーダが展開されていない状態で、工程設計はできません
- 工程設計が完了していない状態で、スケジューリングはできません
製造オーダ登録
7-1. 受注管理アプリから製造オーダを登録する
前提:受注管理アプリを利用している場合
手順:
- 受注管理アプリで受注を確定します
- 製造管理アプリを開き、連携された製造オーダの内容を確認します
- 必要に応じて製造数・製造納期を調整して保存します
詳細:製造管理アプリの入力フィールドについては第10章 10-1を参照してください。
7-2. 製造管理アプリで製造オーダを新規作成する
前提:受注管理アプリを利用しない場合
手順:
- 製造管理アプリを開き、「新規作成」をクリックします
- 品番・製造数・製造納期などの必須項目を入力します
- 保存します
詳細:製造管理アプリの入力フィールドについては第10章 10-1を参照してください。
7-3. CSV / API で製造オーダを一括登録する
手順:
- 所定のCSVフォーマットに製造オーダのデータを入力します
- 製造管理アプリのインポート機能、またはAPIを使って一括登録します
オーダー展開
7-4. 新規製造オーダを工程設計に展開する
手順:
- 製造管理アプリで対象のオーダーを開きます
- 「製造オーダー展開」ボタンをクリックします
- 確認ダイアログで「オーダー展開」を実行します
- 工程管理アプリにレコードが作成され、製造管理No が自動採番されます
[!NOTE] 展開には 品番・製造数・製造納期 が必須です。
7-5. オーダー内容の変更後に再展開する
対象:納期変更・製造数変更が生じた場合
手順:
- 製造管理アプリで対象のオーダーを開き、内容を変更・保存します
- 「製造オーダー展開」ボタンをクリックし、再展開します
- 工程管理アプリ側の情報が更新されます
オーダー状況確認
7-6. 一覧から納期と製造ステータスを確認する
手順:
- 製造管理アプリの一覧ビューを開きます
- 各オーダーの 製造納期 と 製造ステータス を確認します
活用ポイント: 納期が近いオーダーや「未着手」のまま残っているオーダーを素早く見つけ、計画作業の優先順位を判断します。
工程設計
7-7. 工程設計を新規定義する
手順:
- オーダ別ガントチャートで対象のオーダーを選択し、アクションメニューから「製造工程設計」を開きます
- 定義方法を選択します
| 方法 | 使いどき |
|---|---|
| テンプレートを読み込んで定義 | 類似品の工程設計テンプレートがある場合 |
| 実績を流用して定義 | 過去の類似オーダーの工程設計を再利用する場合 |
| 手動で定義 | ゼロから工程を組む場合 |
- 工程をキャンバスに配置し、順序を接続線でつなぎます
- 各工程のプロパティ(グループ・時間・内外製)を設定します
- 保存します
詳細:製造工程設計画面の各項目については第10章 10-2を参照してください。
7-8. 定義済みの工程設計を変更する
工程の追加・削除・並び替え
手順:
- アクションメニューから「製造工程設計」を開きます
- 工程ノードを追加・削除、または接続を組み替えます
- 保存します
工程属性の変更
変更できる属性: グループ / 内製・外注 / 段取り時間・単位加工時間・部品点数
手順:
- アクションメニューから「製造工程設計」を開きます
- 対象の工程ノードを選択し、プロパティパネルで属性を変更します
- 保存します
工程設計の再定義
手順:
- アクションメニューから「製造工程設計」を開きます
- 再定義の方法を選択します(テンプレート上書き / 実績流用上書き / 手動でやり直す)
- 新しい工程設計を定義し、保存します
7-9. 工程設計をテンプレートとして保存する
手順:
- 製造工程設計画面で「テンプレートとして保存」を選択します
- 保存方式を選択します
| 保存方式 | 使いどき |
|---|---|
| 新規テンプレートとして保存 | 新しいテンプレートを追加する場合 |
| 既存テンプレートに上書き保存 | 既存テンプレートを最新内容に更新する場合 |
スケジューリング
7-10. 新規割当:工程設計完了後にスケジューリングする
手順:
- オーダ別ガントチャートで対象のオーダーを選択し、アクションメニューから「日程計画」を開きます
- スケジューリングモードと方向を選択します
| モード | 方向 | 使いどき |
|---|---|---|
| 自動スケジューリング | フォワード | 最も早く完了できる日程を自動計算したい |
| 自動スケジューリング | バックワード | 納期から逆算して日程を組みたい |
| 半自動スケジューリング | フォワード / バックワード | リソースを手動で指定したうえでスケジューリングしたい |
- 基準日時を設定し、「実行」をクリックします
詳細:日程計画モーダルの各設定項目については第10章 10-3を参照してください。
7-11. 追加割当:工程追加後にスケジューリングする
手順:
- 工程設計で工程を追加・保存します
- アクションメニューから「日程計画」を開きます
- モードを選択します
| モード | 内容 |
|---|---|
| 自動スケジューリング | 追加された工程を含め、オーダー全体をスケジューリングしなおします |
| 手動スケジューリング | 追加された工程のリソースを手動で指定してスケジューリングします |
- 実行します
7-12. リスケ:指定工程以降を再スケジューリングする
手順:
- 再スケジューリングの基点となる工程を選択します
- アクションメニューから「日程計画(リスケ)」を開きます
- モードを選択します
| モード | 内容 |
|---|---|
| 自動スケジューリング | 基点以降の工程を最適な日程で自動計算します |
| 手動スケジューリング | 基点以降のリソースを手動指定してスケジューリングします |
- 実行します
日程の調整
7-13. 製造納期を起点に日程を調整する
オーダーの納期に間に合わせることを優先して調整するシナリオです。
| 操作 | 手順 |
|---|---|
| 全工程を一括リスケ | 日程計画画面で対象オーダーの全工程イベントを選択し、一括で日程調整します |
| D&Dで個別に変更 | オーダ別ガントチャートで工程バーをドラッグして日程を変更します |
| ダイアログで精密に変更 | 工程バーをクリックして工程イベントダイアログを開き、日程・リソースを変更します |
詳細:工程イベントダイアログの操作項目については第10章 10-4を参照してください。
7-14. 設備リソースに着目して日程を調整する
特定の設備の空き・負荷を確認しながら調整するシナリオです。
手順:
- 設備グループ別ガントチャートを開きます
- 設備ごとのスケジュールと負荷を確認します
- 以下のいずれかの方法で調整します
| 操作 | 内容 |
|---|---|
| D&Dで設備を変更 | 工程バーを別の設備行にドラッグします(グループをまたぐ変更も可) |
| D&Dで未割当に設備を割当 | 設備未割当の工程バーをドラッグして設備行に置きます |
| ダイアログで変更 | 工程バーをクリックしてダイアログを開き、設備を変更します |
詳細:設備グループ別ガントチャートについては第10章 10-6を参照してください。
7-15. 担当リソースに着目して日程を調整する
担当者ごとの作業状況を確認しながら調整するシナリオです。
手順:
- 担当グループ別ガントチャートを開きます
- 担当者ごとのスケジュールと負荷を確認します
- 以下のいずれかの方法で調整します
| 操作 | 内容 |
|---|---|
| D&Dで担当を変更 | 工程バーを別の担当者行にドラッグします(グループをまたぐ変更も可) |
| D&Dで未割当に担当を割当 | 担当未割当の工程バーをドラッグして担当者行に置きます |
| ダイアログで変更 | 工程バーをクリックしてダイアログを開き、担当者を変更します |
詳細:担当グループ別ガントチャートについては第10章 10-7を参照してください。
7-16. 複数オーダーの負荷を見ながら調整する
複数の製造オーダーをまたいでリソースの競合を解消するシナリオです。
手順:
- オーダ別ガントチャートを開き、負荷表示をONにします
- 他オーダーとのリソース競合を確認します
- D&D操作で日程を調整します
詳細:オーダ別ガントチャートについては第10章 10-5を参照してください。
設備・担当の負荷を解消する
| 操作 | 画面 | 内容 |
|---|---|---|
| 設備の負荷調整 | 設備グループ別ガントチャート(負荷表示) | 同一設備の利用時間が重ならないよう調整します |
| 担当の負荷調整 | 担当グループ別ガントチャート(負荷表示) | 同一担当の作業時間が重ならないよう調整します |
計画確定・作業指示
7-17. 計画を確定して作業指示を出す
手順:
- オーダ別ガントチャートで、スケジュール調整が完了したオーダーを選択します
- アクションメニューから「計画確定」を実行します
- 現場作業者が実績登録できる状態になります
[!WARNING] 計画確定後も日程修正は可能ですが、実績が入っている工程の削除などは制限されます。
作業指示書を出力する
手順:
- 計画確定済みのオーダーを選択します
- アクションメニューから「作業指示書を出力」を実行します
- 印刷・配布します
詳細:作業指示書の記載内容については第11章 11-4を参照してください。
進捗管理
7-18. 遅延している工程・オーダーを確認する
手順:
- オーダ別ガントチャートを開きます
- 以下の表示で遅延を確認します
| 表示 | 確認できること |
|---|---|
| 遅延マーク | 作業予定に対して遅れている個別の工程 |
| 遅延背景色 | 遅れている工程が存在する製造オーダー |
活用ポイント: 遅延背景色でオーダーレベルの遅れを素早く把握し、遅延マークで具体的にどの工程が遅れているかを特定します。
詳細:遅延表示の仕様については第12章 12-3を参照してください。
リスケ調整
7-19. リスケが必要な状況を判断する
計画確定後に以下のような変化が生じた場合、リスケ調整が必要になります。
| 区分 | 要因の例 |
|---|---|
| 外部要因 | 特急品の割込み・納期変更・数量変更・外注先の都合・部材の仕入先の都合 |
| 内部要因 | 設備トラブル・急な人員不足・進捗遅れ |
判断フロー
余力はあるか?
├─ 納期に間に合う
│ └─ そのまま or 自動スケジューリングで最適化する
└─ 納期に間に合わない
├─ 余力あり → 手動スケジューリング&D&Dで負荷100%超の計画を組む
└─ 余力なし → 優先度の低いオーダーのリソースを解放し、
優先度の高いオーダーから自動スケジューリングを実行する7-20. 製造オーダー1件のリスケを行う
手順:
- 7-19の判断フローで対応方針を決めます
- 状況に応じて以下のシナリオを実施します
| 状況 | 参照するシナリオ |
|---|---|
| 日程全体をまとめて組み直したい | 7-12(リスケ実行) |
| 特定工程の日程を変更したい | 7-13(製造納期着目の調整) |
| 設備を変更したい | 7-14(設備リソース着目の調整) |
| 担当を変更したい | 7-15(担当リソース着目の調整) |
7-21. 複数の製造オーダーにわたるリスケを行う
手順:
- オーダ別ガントチャートで負荷表示をONにして全体状況を把握します
- 優先度の高いオーダーを特定します
- 優先度の低いオーダーのリソースを解放します
- 優先度の高いオーダーから順に 7-20 の手順でリスケを実施します
第8章:現場作業者の業務シナリオ
| 項目 | 内容 |
|---|---|
| 対象製品 | GROW工程管理 on kintone |
| 対象製品バージョン | Ver.4.0 |
| ドキュメント更新日 | 2026-02-23 |
本章では、現場作業者が行う業務シナリオを解説します。各画面・機能の詳細仕様は 第11章:実行系機能リファレンス を参照してください。
この章の対象ユーザー
| ロール | 主な業務 |
|---|---|
| 現場作業者 | 作業指示の確認・実績の登録 |
業務フロー全体像
作業指示を確認する → 実績を登録する(開始 → 中断 → 完了)[!IMPORTANT] 計画が「確定」されていない工程は実績登録できません。計画担当者に確認してください。
作業指示の確認
8-1. 紙の「作業指示書」で作業内容を確認する
計画担当者から配布された紙の作業指示書で、担当する工程の内容・日程・数量を確認します。
詳細:作業指示書の記載内容については第11章 11-4を参照してください。
8-2. 差立てビューで自分の作業を確認する
副担当を含む、自分に割り当てられた全ての作業を一覧で確認します。
手順:
- 作業実績アプリを開き、差立てビューを表示します
- 担当する工程の内容・予定日時・ステータスを確認します
- 「作業完了を非表示」をONにすると、残タスクだけを表示できます
対応デバイス: PC・タブレット(スマートフォン非対応)
詳細:差立てビューの表示項目については第11章 11-1を参照してください。
8-3. 担当別ガントチャートで作業を確認する
メイン担当として割り当てられた作業を、ガントチャート形式で時系列に確認します。
手順:
- 工程管理アプリを開き、担当別ガントチャートビューを表示します
- 自分の行を確認し、当日・翌日の作業内容とオーダー情報を把握します
詳細:担当別ガントチャートについては第11章 11-2を参照してください。
実績登録
8-4. QRコードを読み取って実績を入力する
紙の作業指示書のQRコードを使って、素早く実績登録画面を開きます。
手順:
- 作業指示書に印刷されたQRコードをタブレット・スマートフォンで読み取ります
- 実績登録画面が開きます
- 8-7〜8-9 の手順で実績を入力します
8-5. 差立てビューから実績を入力する
手順:
- 差立てビューで対象の工程行を選択します
- 「実績登録」ボタンをクリックします
- 8-7〜8-9 の手順で実績を入力します
8-6. 担当別ガントチャートから実績を入力する
手順:
- 担当別ガントチャートで対象の工程バーをクリックします
- 工程イベントダイアログが開いたら「実績登録」ボタンをクリックします
- 8-7〜8-9 の手順で実績を入力します
詳細:工程イベントダイアログの実績操作については第11章 11-3を参照してください。
8-7. 作業を開始する
手順:
- 実績登録画面を開きます
- 設備・担当者を確認します(計画と異なる場合はここで変更します)
- 「開始」ボタンをクリックします
8-8. 作業を中断・再開する
休憩や日またぎで作業を一時中断する場合の操作です。
手順(中断):
- 「作業停止」ボタンをクリックします
手順(再開):
- 再度「開始」ボタンをクリックします
開始・停止を繰り返すことで、実作業時間のみが正確に集計されます。
8-9. 作業を完了する
手順:
- 全ての作業が終わったら「工程完了」ボタンをクリックします
- 必要に応じて前段取時間・後段取時間を手動で入力します
8-10. 登録した実績を修正する
権限: 計画者ロールのみ実施可能
手順:
- 作業実績アプリから該当のレコードを開きます
- 誤りのある項目(開始・終了時刻など)を修正して保存します
第9章:分析・改善の業務シナリオ
| 項目 | 内容 |
|---|---|
| 対象製品 | GROW工程管理 on kintone |
| 対象製品バージョン | Ver.4.0 |
| ドキュメント更新日 | 2026-02-23 |
本章では、蓄積された実績データを活用して生産性を分析・改善するための業務シナリオを解説します。各画面・機能の詳細仕様は 第12章:分析系機能リファレンス を参照してください。
この章の対象ユーザー
| ロール | 主な業務 |
|---|---|
| 生産計画担当 | 工数集計・生産性分析・予実差異の確認 |
| 工程管理担当 | ボトルネックの発見と改善 |
業務フロー全体像
工数を集計する → 予実差異を分析する → ボトルネックを特定する → 改善する工数集計・生産性分析
9-1. 案件別の工数を集計する
製造オーダーごとの計画工数・実績工数を比較して、赤字案件や工数超過を発見します。
手順:
- 製造管理アプリ または 作業実績アプリのグラフビューを開きます
- 「案件別工数集計」グラフを選択します
- 計画工数に対して大幅に超過しているオーダーを確認します
確認ポイント:
- 見積金額に見合った製造コストに収まっているか
- 特定のオーダーで繰り返し超過が発生していないか
詳細:グラフビューの仕様については第12章 12-1を参照してください。
9-2. 工程別の工数を集計する
どの工程に時間がかかっているかを把握し、ボトルネックを発見します。
手順:
- 工程管理アプリのグラフビューを開きます
- 「工程別時間集計」グラフを選択します
- 時間がかかっている工程・作業者ごとのばらつきを確認します
詳細:グラフビューの仕様については第12章 12-1を参照してください。
予実差異分析
9-3. 標準時間と実績時間の差異を確認する
計画した工数(標準時間)と実際にかかった工数(実績時間)を比較して改善ポイントを特定します。
手順:
- 製造管理アプリの集計画面を開きます
- 標準時間と実績時間の乖離率を確認します
- 乖離が大きい工程・担当者・設備を特定します
詳細:予実差異分析の表示仕様については第12章 12-2を参照してください。
乖離パターンと改善アクション
| 乖離パターン | 推奨アクション |
|---|---|
| 特定工程で常に実績がオーバーする | 標準時間の見直し(工程マスタの修正) |
| 特定担当者のみ時間がかかっている | スキルアップ教育・配置転換の検討 |
| 特定設備でトラブルが多い | メンテナンス計画の見直し |
ボトルネックの改善
9-4. ボトルネック工程を特定する
手順:
- ガントチャートや工数集計グラフを確認します
- 以下のどちらかに該当する工程・リソースがボトルネックの候補です
| 兆候 | 確認方法 |
|---|---|
| 常に負荷が100%近いリソース | ガントチャートの負荷表示 |
| 仕掛り在庫が前工程に溜まっている | ガントチャートの工程順序 |
9-5. ボトルネックを徹底活用する
ボトルネック工程を止めないことが最優先です。
アクション:
- 優先度の高いオーダーをボトルネック工程に優先的に割り当てます(スケジューリング機能を活用)
- 段取り時間の短縮を検討します
9-6. ボトルネックの能力を向上させる
アクション:
- ボトルネック工程の人員を増やす
- 設備を増強する
- 外注を活用する
[!NOTE] 一つのボトルネックが解消されると、次の工程が新たなボトルネックになります。このサイクルを繰り返すことで、工場全体の生産能力を継続的に向上させることができます(TOC:制約理論)。