- ホーム
- 製造業
タグ「製造業」
中小製造業で総務を担当しているジムリンと申します(*^-^*)!
ただの総務なのに気づいたらkintoneのアプリ構築まで兼任することになり、毎日バタバタしながら過ごしています。
製造業のことはまだまだ勉強中で、現場のみなさんに助けてもらいながら日々なんとかやっているような状態です(゚Д゚;)
今日は、そんなボクのもとに届いた相談について紹介しようと思います。
テーマは「工程管理システムの選び方」。
話を聞いていくうちに、選び方にはこんな切り口もあるんだと気づかされた、そんな経緯を紹介します。
工程管理システムを探しているのに……種類が多すぎて自社に合うものが選べない!
ある日、他社で製造現場のお仕事をされているBさんからDMが届きました。
「ジムリンさん、kintoneとか工程管理に詳しいって聞いたので、ご連絡しました。
工程管理システムを探してるんですけど、種類が多すぎてどれが自社に合うか全然わからなくて……相談に乗ってもらえますか?」
詳しいかどうかは微妙なところなんですが(;'∀')
「もちろんです!」とお答えして、まずBさんの状況を聞かせてもらいました。
今はどんな方法で工程管理をされていますか?
「ずっとエクセルで管理してきたんですけど、そろそろ専用のシステムに変えたほうがいいかなって思ったんですよ。
それで調べてみたんですが、出てくる出てくる……。
製造業向けで探してみても、どれも説明が難しくて、判断できなくて……。」
カタログとか取り寄せてみましたか?
「取り寄せたんですけど、字がいっぱいで難しいし、値段も高いし(゚Д゚;)
そもそもどうやって選べばいいか全然わからなくて……。」
「どうやって選べばいいか全然わからない」——その一言が、ボクにとっても答えの見えない問いになりました。
工程管理システムの選び方|よくある3つの切り口
「じゃあ、どうやって選べばいいか一緒に調べてみましょう!」
調べてみると、工程管理システムを選ぶときによく挙げられる切り口が、大きく3つあるようでした。
機能で選ぶ
機能で選ぶなら、まず自社の工程で必要な機能を書き出してみるといいみたいです。
工程の見える化・スケジュール管理・進捗確認など、必要な機能を先に整理しておくと比較の軸になるらしくて。
機能が多ければいいわけじゃなくて、自社に必要な機能が揃っているかどうかが判断のポイントになるみたいです。
「わかるんですけど……機能を全部書き出すのって、そもそもどんな機能が必要かから考えないといけなくて時間がかかりそうだなーって(..;)」
価格帯で選ぶ
予算感を先に決めておくと、候補が絞れるみたいですよ。
工程管理システムって月額数千円〜数十万円まで幅が広いらしくて、月額費用・初期費用・カスタマイズ費用の3つを分けて確認しておくと、予算に合った候補が絞り込みやすくなるみたいです!
「でも相場がわからないと、高いのか安いのかも判断できないですよね?問い合わせしないと正確な価格がわからない製品もあるし、比較しにくいなあ。」
業界向けで選ぶ
製造業向けに特化したシステムも最近は増えてきているみたいで。
現場で使う機能が最初から組み込まれていることが多いらしくて、汎用のシステムよりも追加設定が少なくて済む場合もあるみたいです。
「製造業向けって調べたら、それはそれでたくさん出てきて……(..;)結局どれがいいのかわからないです。」
どれを伝えても、Bさんの「わからない」は変わらないまま。
なんと返せばいいか、言葉が出てきませんでした。
なんか……切り口の話じゃない気がする。
ボクはジョーさんのところへ向かいました。
それでも工程管理システムを選べないなら「導入形態」で考えてみよう!
ジョーさんのところへ着いて、Bさんとのやりとりをそのまま話しました。
なるほどね。機能・価格・業界向け……全部考えてみたけど、それでも答えが出ない。
それって、選ぶ前に整理できていないことがあるからだと思うよ。
選び方の前に、たしかに必要な機能は整理できてなかったかもしれないですね。
情報を得てから整理したかったのかも……。
そういう視点もあるんだけど、また違った切り口で考えてみようか。
たとえば住宅を選ぶとき、建売・注文・セミオーダーってあるよね。
工程管理システムにも、それと同じような「導入形態」の違いがあるんだよ。
工程管理システムには3つの導入形態がある
まず、住宅の3種類をイメージしてみて。
| 住宅の種類 | 特徴 |
|---|---|
| 建売住宅 | できあがっている物件を購入する |
| 注文住宅 | 要望に合わせてゼロから設計・建築する |
| セミオーダー | 標準仕様をベースに一部を自分好みに変更できる |
「ボクだったら、全部こだわりたいから注文住宅かな?
でも予算を考えたらセミオーダーもありかも。」
要望と予算のバランスで、自分に合う形態を考えられるよね。
工程管理システムにも、ちょうどこれと同じような3つの導入形態があるんだよ。
| 導入形態 | 特徴 | メリット | デメリット |
|---|---|---|---|
| パッケージ型 | 決められた機能の既製品を使う | ・コストが低い ・すぐに導入できる | ・カスタマイズできない ・自社の運用に合わない部分が出ることもある |
| フルカスタム型 | 自社仕様にあわせてオーダーメイドできる | ・自社の仕様に完全対応できる | ・コストが高い ・開発に時間がかかる |
| セミオーダー型 | 標準機能をベースに必要な機能を調整できる | ・コストと柔軟性のバランスが良い | ・カスタマイズできる範囲に制限がある ・パッケージ型よりはコストが上がる |
あ……!Bさんが取り寄せたカタログが字がいっぱいで難しくて、値段が高かったのって、フルカスタム型に近いシステムだったからかも!
「自社はどの導入形態が合っているか」が選ぶ観点になる
機能や価格などで絞り込みにくいときは、「自社はどの導入形態に近そうか」という視点で整理してみるといいよ。
なるほど……!導入形態っていう整理の仕方もあるんですね。
Bさん、機能を書き出すのが大変そうって言ってたから、型をざっくり絞ってからのほうが合いそうな気がして……。
Bさんだったら、どの型が合うんですかね?
製造業特化のセミオーダー型はどうかな?GROW工程管理っていうのがあるよ。
これがGROW工程管理のガントチャート画面。
こんな感じで、各案件の納期を一画面で見られるよ。
オーダー別・設備別・担当別など複数の視点で確認できて、現場スタッフがタブレットで実績を入力するとリアルタイムで反映されるのも便利だね。
このガントチャートを作るときは、あらかじめ情報を入れておくだけで、受注・設備・担当の空き状況をもとに、負荷オーバーにならない最短納期のスケジュールを数クリックで自動生成してくれるんだ。
自動でスケジュールが組めるんですね……!
現場に聞きに行かなくても、ここで進捗が全部見えるんだ。
進捗確認のために現場に聞きに行く必要もなくなりますね……!
しかも、セミオーダーだからフルカスタムより安価。
ノーコードでカスタマイズできるkintoneだから、専任人材も不要で中小製造業に向いてるよ。
| GROW工程管理 | 従来の生産スケジューラ | |
|---|---|---|
| 導入コスト | 月額2.5万円〜 | 数百万円以上が相場 |
| 専任エンジニア | 不要 | 必要 |
月額2.5万円から使えるんですか……!
これはお手軽に導入できそうですね。
導入形態の視点から工程管理システムを選んでみよう
ジョーさんのところからBさんのもとへ戻り、「導入形態」という観点について話しました。
そして、GROW工程管理を製造業特化のセミオーダー型のひとつとして紹介しました。
「たしかに、ジムリンさんがいうように、導入形態で絞り込んだ方が比較対象が少なくなりますね。
そのなかで機能や価格帯を比較してみることにします!ありがとうございます。」
今回の相談を通じて気づいたのは、工程管理システムを選ぶ切り口は、機能・価格・業界向けだけじゃないということでした。
もし今、工程管理システムを探していてどれが自社に合うか判断できないなら、「導入形態」という観点で一度整理してみるのもひとつの手かもしれません。
GROW工程管理は、製造業特化のセミオーダー型の工程管理システムです。
製造業で工程管理システムの導入を検討されているなら、ぜひ選択肢のひとつとして考えてみてください(*^-^*)
GROW工程管理について詳しく知りたい方は、連絡お待ちしています!
 こんにちは、ジムリンです(*^-^*)!
製造業の総務に転職して半年、kintoneまわりの業務も任されるようになりました。
今回は、生産管理の現場でよく耳にする「急な生産計画の変更のたびに後続工程の調整に追われる」というお悩みについて、GROW工程管理でどこまで解決できるのかを調べてみました!
こんにちは、ジムリンです(*^-^*)!
製造業の総務に転職して半年、kintoneまわりの業務も任されるようになりました。
今回は、生産管理の現場でよく耳にする「急な生産計画の変更のたびに後続工程の調整に追われる」というお悩みについて、GROW工程管理でどこまで解決できるのかを調べてみました!
生産計画の変更のたびに後続工程すべて手直し……もっと楽に調整できないの?
先日、金属加工業で生産管理を担当しているAさんから相談を受けました。Aさん、今日はどんなお悩みがあって来られたんですか?
「うちの工場、穴開け→溶接→組立→塗装って工程が連動して動いているんですよ。 で、機械トラブルや特急案件の割り込みが入るたびに、後続工程の日程を全部手直しして……毎回ヘトヘトで(゚Д゚;)」 Aさんが見せてくれた工程表を見ると、複数の工程が複雑に絡み合っているのがよくわかりました。 穴開けが1日ずれたら、溶接も、組立も、塗装も……全部の日程を頭で計算し直しながら手入力しなければならないんです。それ、毎回やってるんですか……?
「そうなんです。 機械トラブルや特急案件なんて、現場では日常茶飯事なので。 GROW工程管理を使えば、もう少し楽に調整できるようになりますか?」 ボクには正直、製造業の工程管理の細かいところはまだわからないことだらけです(..;) でも、これはジョーさんに聞いたら絶対に答えてくれる! と思って、ジョーさんのところへ向かいました。GROW工程管理なら生産計画の変更も「自動」で対応!現場のこだわりは「手動」で反映できる
ジョーさんのところへ着いて、ボクはAさんから聞いた悩みをそのまま伝えました。機械トラブルや特急案件の割り込みが入るたびに、後続工程の日程をExcelで全部手直ししないといけないそうなんです。
穴開けが1日ずれたら、溶接も、組立も、塗装も……全部の日程を頭で計算し直して手入力で。
毎回それをやっているのでヘトヘトになるって……。
なるほどね。
変更が入るたびに後続工程を全部手で計算し直すのは、たしかに大変だよね。
それなら、GROW工程管理で解決できるかもしれないよ。
GROW工程管理ですか? どんなものなんですか?
生産スケジューラの機能を持ったシステムだよ。
https://youtu.be/1FUPP6AjrxwなかでもAさんのお悩みにぴったりな機能が2つあるんだ。
ひとつは、変更が出たときに後続工程を自動で計算し直してくれる機能。
もうひとつは、システムでは表しきれない現場の判断を手動で反映できる機能。
自動と手動、どっちも使えるんですか!?
生産スケジューラによる日程計画・自動スケジューリング

自動スケジューリング機能を使うと、設備や担当者の余力を計算して、負荷が限界を超えない範囲で最短の日程を自動で割り当ててくれるんだよ。
Excelだと、変更のたびに工程の順番と設備の空き状況を頭のなかで計算しながら手入力するよね。
GROW工程管理なら、そこをシステムが肩代わりしてくれるんだ。
それ、Aさんが毎回やっていたことじゃないですか……!
ガントチャートによる手動調整

もうひとつが、ガントチャート上での手動調整。
直感的なドラッグ&ドロップ操作で、現場の細かな要望に合わせて日程をねじ込むことができるよ。
システムが自動で組んだ日程が、現場の実情と合わないこともあるよね。
そういうときは、ガントチャート上で直接バーを動かして調整できる。
自動と手動を状況に応じて使い分けられるのが、GROW工程管理の強みなんだよ。
Aさんが抱えていたお悩み、これで全部カバーできそうじゃないですか?!
実践!生産計画の変更が発生したときのGROW工程管理の動き
ここからは、実際にGROW工程管理のデモを見せてもらいながら、2つのシチュエーションで「どう動くか」を確認しました。現場で進捗遅れが発生!後続の生産計画も一括で変更できる?
たとえば、切断工程で遅延が出たとき、後続工程の日程も一括で変更できるんですか?
やってみよう。
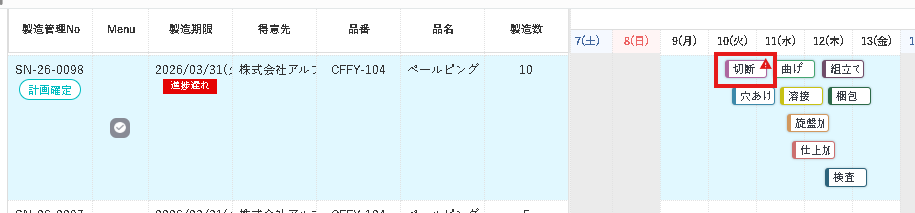
まず、ガントチャートを見ると、切断工程に赤い三角のマークがあるね。
これが進捗遅れのサインだよ。
計画を変更する方法はいくつかあるんだけど、今回は後続工程も一緒に動かしたいということだから、日程計画から変更してみよう。
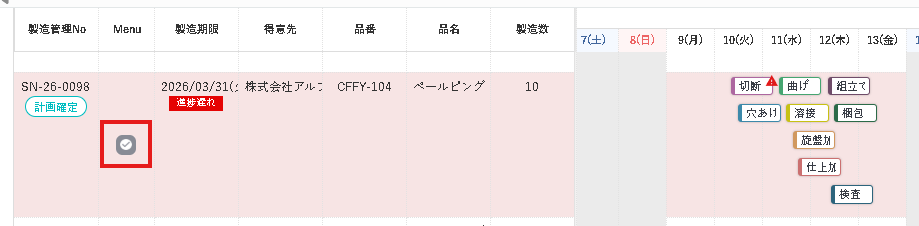
ガントチャートから日程計画に飛ぶときは、Menuのチェックマークをクリックしてみて。
メニューが表示されるから、日程計画を選んでね。

次に、後続工程をリスケにチェックを入れる。
その後、画面右側で「自動スケジューリング」を選択。
基準日時を変更して、「リスケ実行」をクリックしよう。
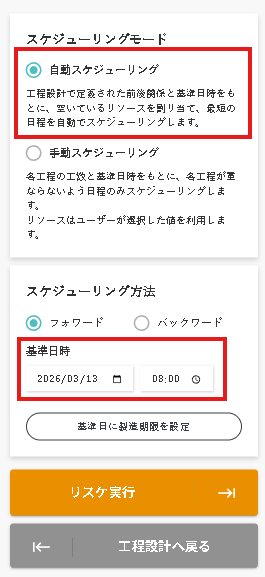
今回は、3月10日8時からの開始を3月13日に変更してみたよ。
実行すると、設備と人員の負荷状況が再計算されて、後続の全工程が一括で自動変更されるんだ。

わああああ!一瞬で計画変更が終わった!
進捗遅れのサインも消えましたね。
とてもカンタンでしょ?
Excelをポチポチ直すための残業がゼロになりますよね……!!
これ、Aさんに早く教えてあげたい(゚Д゚;)!
「無理を承知でこの日にねじ込みたい!」そんなときはどうすればいい?
ジョーさん、でも現場って「今すぐねじ込まないといけない!」っていうときもありますよね?
そういうときはどうすればいいんですか?
そういうときは手動調整だよ。
ガントチャート上の作業バーを、入れたい日付に直接ドラッグ&ドロップしてみて。
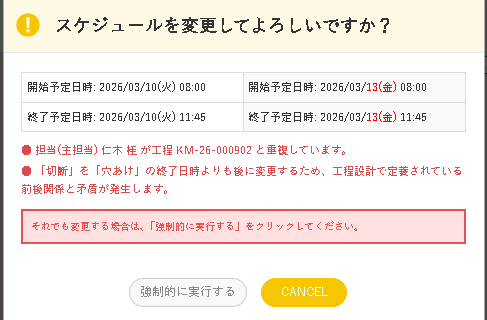
負荷オーバーになったり工程に矛盾が生じたりすると、このように赤い警告が表示されるけど、強制的に実行が可能だよ。
ただ、これをやると、前後の工程の調整も手動で行わなきゃいけないからおすすめしない。
リソースを無視した運用を防ぐ意味でも自動スケジューリング機能を使ってほしいね。
なるほど……! 基本はシステムに任せて、勝負どころでは手動で負荷調整できるってことですね。
でも、ジョーさんが言うように、現場のリソースを無視した運用はそもそもよくないですね。
GROW工程管理を入れると、これまでまかり通っていた無茶な運用も改善できる可能性がありますね!
生産計画の変更はGROW工程管理に任せて、Excelの手直し作業から卒業しよう
デモを見終えて、ボクはAさんにまとめてお伝えしました。・日常の進捗ズレは「自動スケジューリング」で一瞬で終わる ・「本当に実現可能な日程か」を設備・人員の負荷状況から正直に教えてくれる ・現場判断での無理な差し込みも「手動調整」で柔軟に対応できる
「急な生産計画の変更のたびに、後続工程の日程を全部手直しして……」 そんなExcelでの手入力まみれの生産計画変更から、もう卒業しませんか? GROW工程管理を使えば、本来集中すべき「現場を良くする仕事」に時間を使えるようになります。 まずは無料体験で、自社の工場の「リアルな予定」を入れてみてください。 GROW工程管理 資料ダウンロードはコチラ GROW工程管理 個別相談会はこちらコチラ" ["post_title"]=> string(117) "GROW工程管理で生産計画の変更を自動化!Excel工程表の手直しをやめて余力を産み出そう" ["post_excerpt"]=> string(0) "" ["post_status"]=> string(7) "publish" ["comment_status"]=> string(6) "closed" ["ping_status"]=> string(6) "closed" ["post_password"]=> string(0) "" ["post_name"]=> string(22) "production-plan-change" ["to_ping"]=> string(0) "" ["pinged"]=> string(0) "" ["post_modified"]=> string(19) "2026-03-20 12:15:24" ["post_modified_gmt"]=> string(19) "2026-03-20 03:15:24" ["post_content_filtered"]=> string(0) "" ["post_parent"]=> int(0) ["guid"]=> string(45) "https://adiem.jp/?post_type=blog&p=16423" ["menu_order"]=> int(0) ["post_type"]=> string(4) "blog" ["post_mime_type"]=> string(0) "" ["comment_count"]=> string(1) "0" ["filter"]=> string(3) "raw" } [2]=> object(WP_Post)#4776 (24) { ["ID"]=> int(16453) ["post_author"]=> string(2) "14" ["post_date"]=> string(19) "2026-03-19 11:30:53" ["post_date_gmt"]=> string(19) "2026-03-19 02:30:53" ["post_content"]=> string(12527) " こんにちは、ジムリンです!
前回、ボクは大きな決断をしました。
「工場長の課題に集中する。追加機能は一切つけない!」
そう宣言して、なんとか同僚たちの理解を得たんです。
でも、宣言したからといってすべてが丸く収まるわけではありません。
今回は、ついに正式リリースした日のこと、そしてそのあとに起こった出来事についてお話しします。
こんにちは、ジムリンです!
前回、ボクは大きな決断をしました。
「工場長の課題に集中する。追加機能は一切つけない!」
そう宣言して、なんとか同僚たちの理解を得たんです。
でも、宣言したからといってすべてが丸く収まるわけではありません。
今回は、ついに正式リリースした日のこと、そしてそのあとに起こった出来事についてお話しします。
工場長への「電話を減らすためのアプリ」が完成!リリースしたあと、正直怖かった
工場長への電話を減らす!それだけを考えて、ボクは機能を徹底的に絞り込みました。 アプリを保存して、ホッとするかと思いきや……、襲ってきたのは、えもいわれぬ恐怖感。使ってもらえなかったら……。
電話が減らなかったら……。
そんな風に、まだ起こっていないことを想像しては不安になるということを繰り返していました(..;) しかし、その日の午後、さっそく工場長がデスクでアプリを開いているのが見えたんです。 ボクは離れた場所から、固唾を飲んで見守りました。 内心ドキドキです……。 工場長はしばらく画面を見つめたあと、無言でアプリを閉じました。 やっぱりダメだったかな……(T-T) ボクは落ち込みながら、デスクに戻りました。工場長への電話が減った!?「小さな成功」が現場を変える
アプリのリリースから数日後のことです。 ボクは気づいてしまいました。工場長のデスクの電話が……鳴っていないことに! いや、正確には「減っている」んです。 以前は午前中だけで何度も鳴っていましたが、営業や各工程からの進捗確認や納期確認の電話が明らかに少なくなっていました。 しばらくして、営業担当さんが「ちょっと確認します」と言いながら、スマホを取り出す場面も見かけました。 いつもだったら工場長に電話している内容を、営業用のスマホからkintoneにアクセスして確認できている……。もしかして……、ボクの作ったアプリが機能してる?
ボクは思わず声に出しそうになりました。 それくらい、嬉しかったんです。これって成功じゃないですか!? 全部の要望を入れようとしなかったこと、正直後悔するときもありました。 工場長の「電話対応がつらい」という、たった一つのボトルネックを見つめたことが、ほかの人たちを蔑ろにしてるんじゃないかって。 これでうまくいかなかったらって……。 でも、今ボクは目の当たりにしているんです。 小さな成功を。変わったのは「電話の数」だけじゃなかった。広がり始める「改善」の空気
よくよく見ていくと、電話が減っただけじゃなかったんです。 現場の空気が少し変わったような気がします。 何かが、動き出しているような……。工場長からのぶっきらぼうな「ありがとう」
その日の夕方、廊下を歩いていると工場長が歩いてきました。 「お前は何も分かってない!」と激怒したあの工場長です。 アプリのリリースから、まだ一度も言葉を交わしていませんでした。 工場長の電話は減ったように見えるけど、一体どう思っているんだろう? ドキドキしていると、工場長が立ち止まり声をかけてくれたんです。 「……ジムリンさん。」 工場長は少し間を置いてから、ぽつりと言いました。 「……電話、減ったね。」 「前にシステム導入があったとき、えらい目に遭ったから、また同じことになると思ってた。」 「今回は、とても助かっているよ。ありがとう。」 その言葉に、すべてが込められていました。やってよかった……。
ボクのやったことは間違いじゃなかったんだ!
工場長に頼らなくて済む!笑顔の同僚たち
翌日、「Excelの方が速い」と言っていたあの同僚が、興奮した様子でボクのもとにやってきました。 「ジムリンさん!さっき客先で納期を聞かれてさ、その場でkintoneで確認して即答できたんだよ。 ほら、作ってくれたアプリを使って!スマホからすぐに見られるからさ。」 「いつもならExcelで管理しているから、会社に戻って折り返し電話してたところだよ。」 「Excelのほうが作るのは速いかもしれないけど、利便性で考えるとkintoneのほうが上かも!」お役に立ててよかったです!
その場でスマホから確認するなんてナイスプレーですね!
顧客もすぐに情報を得られて、安心したんじゃないでしょうか。
同僚がアプリを使ってくれている!ボクは内心ガッツポーズをしていました。 結果的に、みんなの声を無視した形になってしまったけど、こんな風に現場が変わるなんて。 そこまでボクは予想してなかったんです。 ああ、ボトルネックを解消するってこういうことなのかも? ボクはようやく、ジョーさんから教わったことを体感的に理解しはじめていました。次の一手は「みんなで考える」、そんな空気感を作りたい
数日後、ボクは思い切って次のステップに進むために、みなさんに集まってもらいました。少しだけ、時間をもらえますか?
会議用のデスクを囲んだ工場長や各工程のリーダー、営業担当の前で、ボクは以前描いた業務フロー図を広げました。工場長へ電話が集中する問題は解決できたと思います。
でも、工場の課題はそれだけじゃありません。
ボクは今回の取り組みで、少しずつでも改善していけば現場が変わることを実感しました。
だからこそ、ここで止まってはいけないと思うんです。
今回のアプリ制作では突っぱねたみなさんの声も、たくさんあります。
だから、次に解決したい課題を一緒に考えませんか?
「ジムリンさん、実は在庫確認をもう少し効率化したくて……。」 「Excel管理の工程管理表なんだけど、納期調整のために結構時間を使ってるんだよね。」 みんなも、今回のアプリで改善の良さを実感したんだと思います。 次の課題に対して、意欲的な声がどんどん上がるんです!みなさん!ありがとうございます!
優先度を決めながら、一つずつ解決していきましょう。
そしたらきっと、みんなの負担が軽くなっていくはずです!
生産管理システムを作って!といわれて、「何からやればいいんだろう?」という地点からスタートしたボク。 まっさらな状態から始まった改善の旅は、一つの小さなゴールにたどり着きました。【教訓】小さな成功が、チームの信頼と次の改善への推進力を生む ── 第1シーズン 完 ──
ジムリン、見ていたよ。
今回のアプリは無事、成果につながったみたいだね。
はい、ジョーさんが教えてくれたTOC理論のおかげです。
本当にありがとうございます!
今回のアプリ自体は生産管理システムとはほど遠いものだよね。
だけど、この小さな成功が現場に改善の空気を生んだはずだよ。
「こうやって改善していけばいいんだ」と思えたこと、これが工場の財産になる。
そして、次の改善への推進力になる。
それが証明されたね。
おっしゃるとおりです!ボク、次の改善の話もしたんです。
もう、わくわくしちゃって。
少しずつだけと改善を繰り返して、それが大きな生産管理システムになっていけば良いなって思っています。
あの、ジョーさん。これからもボクを支えてくれますか……?
コー・ジョーは工場の妖精。
ずっとここにいるよ。
ジョーさんは、いつものようにふっと姿を消しました。 今シーズンでボクが学んだことをまとめます。・システム設計は「全体最適」から始める ── まず業務フロー図を描いて、森を見よ ・ボトルネックを見つけ、排除ではなく「支える」ことで全体の流れが良くなる ・現場の「気持ち(Why)」を聞き、最小限の「仕様(What)」に翻訳する ・完成がゴールではなく、対話しながら育てていくことがシステム開発の本質 ・小さな成功がチームの信頼を生み、次の改善への推進力になる
ボクが作ったアプリは、スタートに過ぎません。 大事なのは、小さな成功を積み重ねて、チームと一緒に少しずつ育てていくこと。 いずれ、このアプリさえも改善が必要になるときがくると思います。 そのときも、今回学んだことを胸に、みんなの子を聴きながら前に進んでいくつもりです。 そして、ゆくゆくはkintoneで生産管理システムを作る! ボクの挑戦は、これからも続いていきます(*^_^*) ── 第1シーズン 完 ──" ["post_title"]=> string(93) "鳴り止んだ電話とチームの新しい未来―現場を変えた「小さな成功」" ["post_excerpt"]=> string(0) "" ["post_status"]=> string(7) "publish" ["comment_status"]=> string(6) "closed" ["ping_status"]=> string(6) "closed" ["post_password"]=> string(0) "" ["post_name"]=> string(30) "system-development-small-steps" ["to_ping"]=> string(0) "" ["pinged"]=> string(0) "" ["post_modified"]=> string(19) "2026-03-19 11:30:53" ["post_modified_gmt"]=> string(19) "2026-03-19 02:30:53" ["post_content_filtered"]=> string(0) "" ["post_parent"]=> int(0) ["guid"]=> string(45) "https://adiem.jp/?post_type=blog&p=16453" ["menu_order"]=> int(0) ["post_type"]=> string(4) "blog" ["post_mime_type"]=> string(0) "" ["comment_count"]=> string(1) "0" ["filter"]=> string(3) "raw" } [3]=> object(WP_Post)#4779 (24) { ["ID"]=> int(16401) ["post_author"]=> string(2) "14" ["post_date"]=> string(19) "2026-03-07 14:31:40" ["post_date_gmt"]=> string(19) "2026-03-07 05:31:40" ["post_content"]=> string(26836) " 中小製造業で総務を担当しているジムリンです(*^_^*)
ただの総務なのに、気がついたらkintoneのアプリ構築まで兼任することになり、毎日バタバタしながら過ごしています。
製造業のことはまだまだ勉強中で、現場のみなさんに助けてもらいながら日々なんとかやっているような状態です(゚Д゚;)
今日は、そんなボクのもとに届いた相談と解決につながる考え方を紹介しようと思います。
テーマは「エクセルで工程表を作ること」……なんですが、話を聞いていくうちに、実はエクセルのフォーマットを工夫しても解決しない本質的な問題が見えてきました。
同じような悩みを抱えている方にも、きっと参考になると思います。
中小製造業で総務を担当しているジムリンです(*^_^*)
ただの総務なのに、気がついたらkintoneのアプリ構築まで兼任することになり、毎日バタバタしながら過ごしています。
製造業のことはまだまだ勉強中で、現場のみなさんに助けてもらいながら日々なんとかやっているような状態です(゚Д゚;)
今日は、そんなボクのもとに届いた相談と解決につながる考え方を紹介しようと思います。
テーマは「エクセルで工程表を作ること」……なんですが、話を聞いていくうちに、実はエクセルのフォーマットを工夫しても解決しない本質的な問題が見えてきました。
同じような悩みを抱えている方にも、きっと参考になると思います。
工程管理がうまくいっていない……エクセルを使った工程表の作り方を知りたい!
ある日、他社で生産管理を担当しているBさんから 「ジムリンさん、kintoneとか工程管理にくわしいって聞いて。ちょっと相談に乗ってもらえますか?」 と連絡が届きました。 くわしいかどうかは微妙なところではあるんですが(;'∀') 「もちろんです!」とお答えして、話を聞かせてもらいました。 Bさんの悩みはこういう内容でした。うちは工程別にエクセルで納期を管理してるんですけど、最近なんか管理がやりにくくなってきた感じがして。 フォーマットが古くなってきたせいかなって思ってて、直せば改善するんじゃないかと。 手軽な作り方とか、いいフォーマットってありますか?
なるほど。やりにくさを感じてきたから、エクセルで作った工程表を見直そうとしているんですね。
これ、すごくわかる話だなと思いました。 エクセルでの工程管理は多くの現場で使われていますし、「使い続けているうちにちょっとずつ合わなくなってくる」という感覚は、ボクの会社でもよく耳にします。 ボクもそこまで詳しくないので一緒に調べてみると、エクセルで作れる工程管理表にはいくつかのフォーマットがあることがわかりました。エクセルで作れる代表的な工程管理表のフォーマット
エクセルで作る工程管理表には、大きく分けて4つのフォーマットがあります。Bさん、エクセルの工程表に適したフォーマットには、種類があるみたいですよ。
どれがBさんの会社に合いそうか見てみましょう!
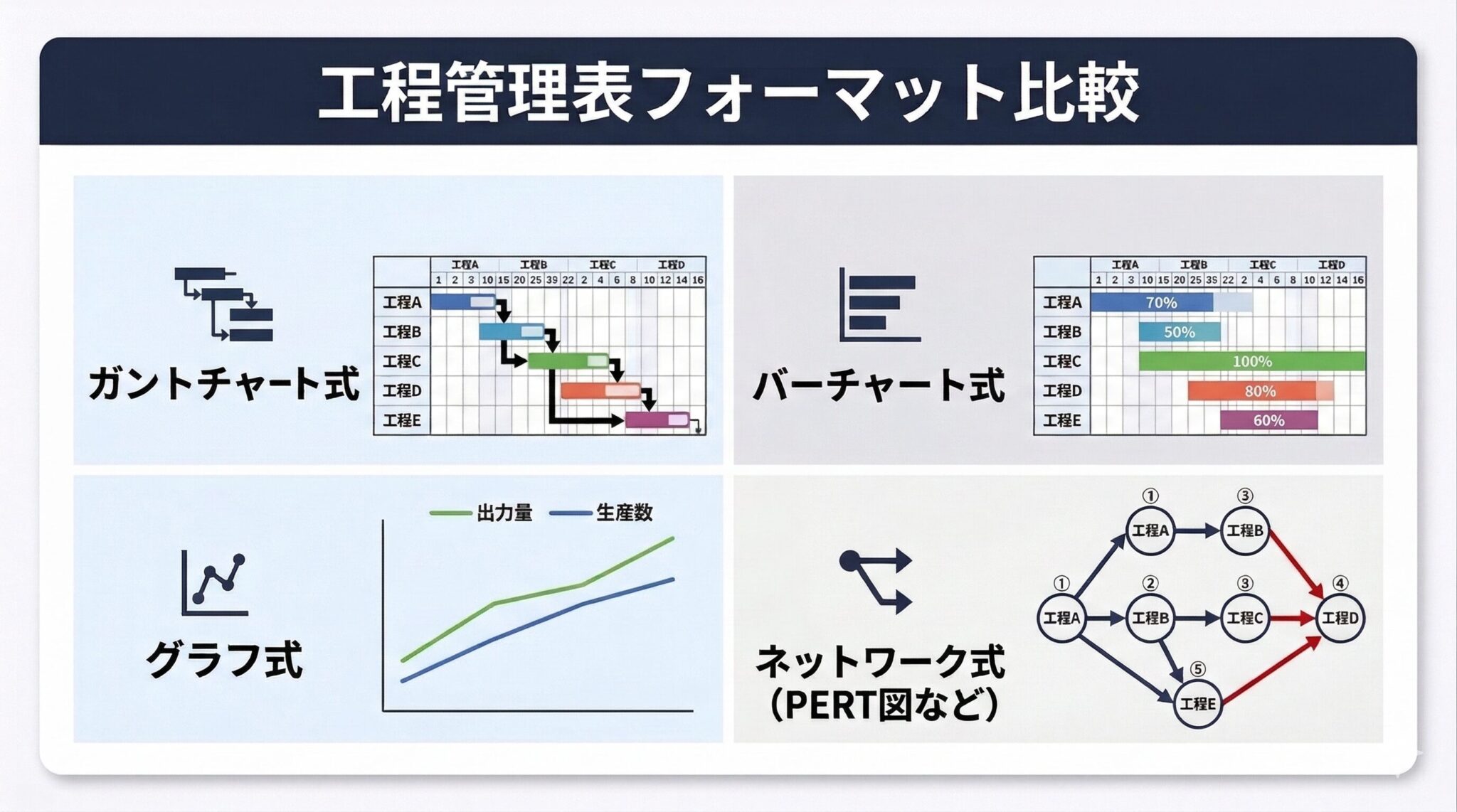
| フォーマットの種類 | 特徴 | 向いている場面 |
|---|---|---|
| ガントチャート式 | 縦軸に工程、横軸に時間をとり、作業期間をバーで表示 | 進捗の視覚的な確認 |
| バーチャート式 | 作業期間をシンプルな棒グラフで表示 | 全体のボリューム感の把握 |
| グラフ式 | 出来高や生産数の推移を折れ線・曲線で表示 | 生産トレンドの追跡 |
| ネットワーク式(PERT図など) | 工程の順序や依存関係を丸と矢印でつないで表示 | 複雑な生産プロセス全体の把握 |
ガントチャートにすると、管理のしにくやが改善しそうですか?
「えっと……見やすくなれば管理しやすくなるかなって。」 Bさんの答えが、ボクはなんとなく腑に落ちませんでした。エクセルの工程表だと改善するにも限界がある?
 「見やすくなれば管理しやすくなる」って本当にそうでしょうか?
なんとなく気になったので、ボクはBさんにもう少し話を聞いてみました。
「見やすくなれば管理しやすくなる」って本当にそうでしょうか?
なんとなく気になったので、ボクはBさんにもう少し話を聞いてみました。
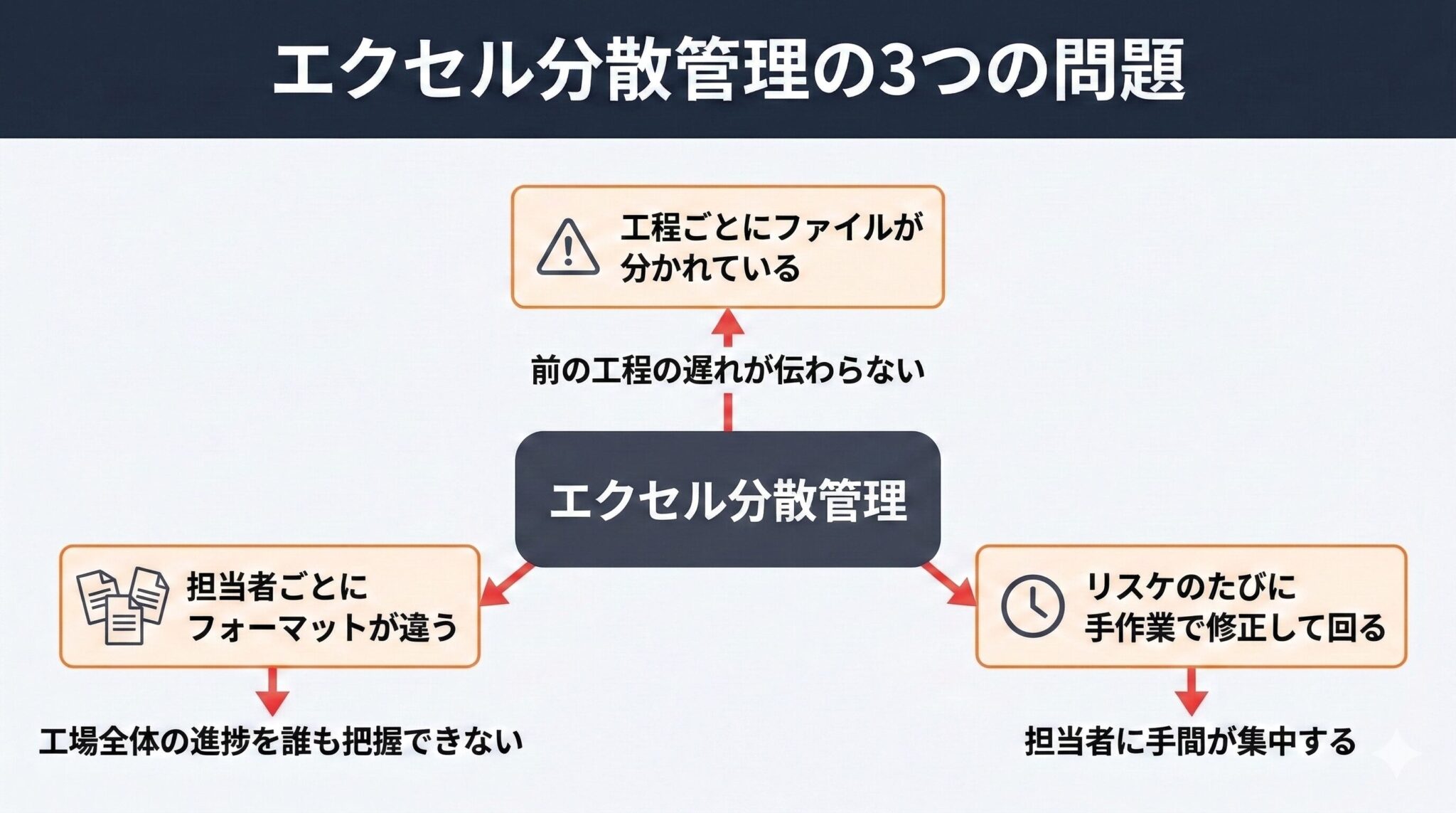
工程ごとにファイルが分かれていると前の工程の遅れが伝わらない
工程別にエクセルで管理しているって言っていました、それぞれファイルがあるってことですか?
その運用だと、たとえば切削で遅れが出たとき、組立チームのファイルには反映されないですよね?
「そうです! だから組立チームは知らないまま動いてて、後から気づいてバタバタすることがあって(苦笑)。」エクセルをガントチャートに変えたら見やすくはなりますが、ファイルが分かれてる状態は変わらないですよね?
ということは、連携部分での問題って解消されない気がするんですけど……。
「……あ。」担当者ごとに違うフォーマットでは工程全体の進捗が把握できない
「ジムリンさんが言うことはごもっとも。 うちは、工程別=チームに分かれているから、それぞれに管理担当がいるんだよね。 だから、各チームの担当者がそれぞれ使いやすいようにエクセルをいじってるんだよ。 切削チームと組立チームで、フォーマットが全然違う状態になってて。 もしかしてそれもまずいのかな?」じゃあ工場全体の進捗を一覧で見ることは……?
「できないんだよ。 全体像を誰も把握できていない状態になっちゃってて。 そういう状態で回せるようにはなってるんだけどね! 担当者が走り回って、それぞれ確認してみたいな。」リスケのたびに手作業で修正して回る手間がかかる
スケジュールが変わったときは、どう対応してるんですか?
「リスケするときは担当者が各チームにヒアリングして回って、情報共有してからファイルを手作業で修正して……。」え、毎回ですか?!
「毎回そうだよ!もしかして、このやり方って他社さんではやってないのかな?うちはずっとそうだから、疑問にも感じてなかった(苦笑) だから、とりあえずフォーマットを変えればもう少しなんとかなるかなって思ってたんだよね。」 これ……ガントチャートに変えても、解決しないんじゃないかな(..;) Bさんがずっと抱えていた「やりにくさ」の正体は、エクセルの見た目ではなく、リスケのときの報連相やファイルの修正をすべて人が行わなければならない管理の構造にあるかもしれません!エクセルじゃ解決できない?根本的な原因は個別最適化された「管理構造」にあり
Bさん、少しだけ待ってもらえますか?
そう言って、ボクはジョーさんのいるところまで走りました。どうしたの?走ってきたの?
ちょっと聞いてもらっていいですか!?
エクセルで工程表を作成して、工程(チーム)ごとに生産管理を行っている会社の方から相談が来ているんですけど……。
本人は、工程表のフォーマットを変えるつもりだったみたいで。
ただ、話を聞いていたら、本当の問題はフォーマットじゃないような気がしてきたんです。
どんな状況なのか、くわしく話してみて。
ボクがBさんの現状を説明すると、ジョーさんは少し間を置いてから言いました。たしかに、本質的な問題を見誤っているね。
やっぱり!
でも、だったらエクセルのフォーマット以外に何を変えればいいんでしょうか?
チームごとにファイルが分かれている、担当者ごとにフォーマットが違う、全体が見えない……。
まず、これはエクセルの見た目の問題じゃないよね。
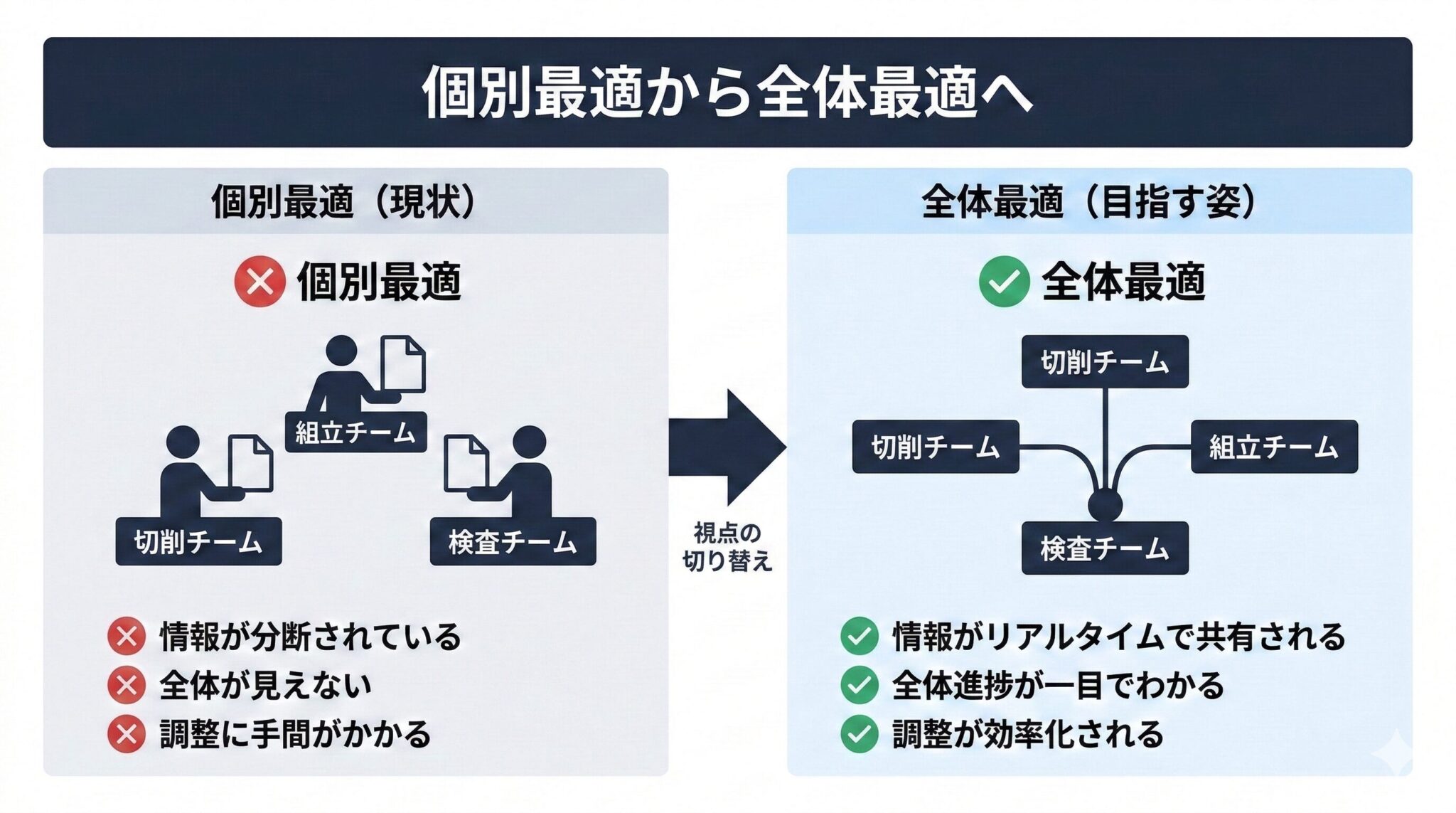
どうやら、各チームが自分たちのやりやすさだけを優先して動いているみたいだね。
つまり、個別最適化された管理構造そのものが問題なんだよ。
各チームが使いやすいフォーマットに替えたところで、チームの連携部分はなんら変わらない。
むしろ、フォーマットを替えるリソースが無駄になるだけかもね。
こうして、個別最適化された構造こそが問題だということがわかってきました。個別最適から全体最適へシフトしよう!カギを握る「TOC理論」
個別最適化が問題……。
じゃあ逆に、個別最適化じゃない状態って、どういう状態ですか?
工場全体をひとつの流れとして捉えて、全体がうまく回ることを優先する状態だよ。
これを全体最適と呼ぶ。
Bさんに本当に必要なのは、新しいエクセルじゃなく、視点の切り替えだよ。
全体最適……。
チームで動いていたらチームのことを考えちゃうのは当たり前だよね。
全体最適について理解するのに役立つ考え方があるよ。
TOC理論って聞いたことある?
いや、はじめてです……。
TOC理論とは?制約に着目して全体の流れを改善する考え方
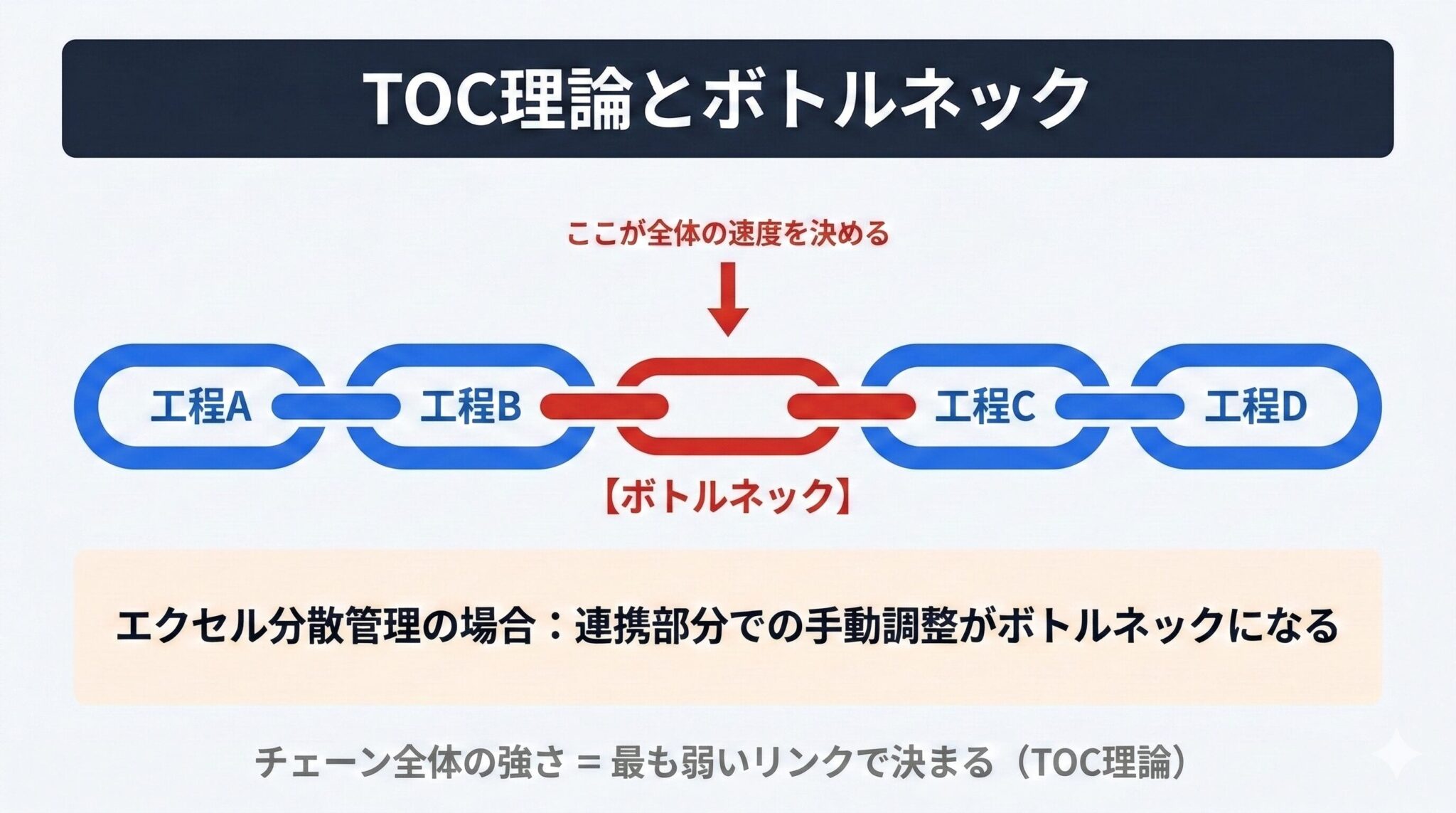
TOC(Theory of Constraints:制約理論)は、かんたんに言うと「工場の流れを止めているところを改善すれば、工場全体の流れが良くなる」という考え方だよ。
1980年代にゴールドラット博士が提唱したマネジメント理論で、ボトルネック(制約)に注目して改善することを重視しているんだよ。
TOC理論によると、全体の成果は一番流れが悪い工程、つまりボトルネックで決まるといわれているんだ。
[clink url="https://adiem.jp/blog/toc-training-overview/"]ボトルネックに注目する?
個別最適化されたエクセル管理はボトルネックになりがち
Bさんの工場の場合、情報が伝わりにくい、担当者が走って調整して回らないといけない。
つまり、連携部分がスムーズにいっていなさそうだよね?
これが、全体の流れを悪くしている「ボトルネック」になっている可能性が高い。
連携部分がボトルネックになっている?
そうだね、ペットボトルの一番狭い部分、砂時計のくびれ部分を想像したらわかりやすいかな?
くびれが狭いほど流れが滞るよね。
つまり、工場全体の流れを良くするために、ボトルネックの狭さを改善するイメージでしょうか?
そして今回は、エクセル工程表がボトルネックなのではなくて、管理構造自体が流れをせき止めている原因ってことですか?
そうだね!
担当者が各担当者を探して、ヒアリングしてリスケして回らないといけない。
この体制が、工場の流れを止めているね。
もし、エクセルのフォーマットをガントチャートに替えても、この状態は変わらないから問題はそのまま残る……。
そういうこと。
じゃあ、本当に必要な改善は何だと思う?
連携部分がスムーズにいくことですよね。
たとえば、全工程の情報が一箇所に集まっていれば、そこをハブにすればいいので、担当者を探し回る必要がなくなります。
そのハブ上でリスケできたり、各チームに伝達できたりしたら、報連相も効率化されますよね!
そのハブには、GROW工程管理というシステムがちょうどいいかもしれない。
全体最適の視点で一元管理の仕組みを検討してみよう!
え!それって、エクセルやめなさいってこと?
エクセルでやりたいなら頑張らないといけないね。
そこに割けるリソースがあるならいいんだけど、ふつう工場って現場を動かしながら工程管理するから無理じゃない?
短期的に見るとフォーマットを替えるのが早いかもしれないけど、根本的な課題を解決して工場全体を良くしたいなら仕組みそのものを見直したほうがいいよね。
たしかに……。ちなみにGROW工程管理ってどんなものですか?
kintoneをベースにした、多品種少量・受注生産型の製造業に特化した工程管理システムだよ。
さっき話したTOC理論をベースに設計されていて、ボトルネックに着目して工場全体を最適化することを目的にしているんだ。
TOC理論がベース……!さっきの話とつながった気がします。
そう。Bさんが抱えていた問題をひとつずつ解消できる仕組みになっているよ。
まず、全工程の情報を一元管理できる。
チームごとにバラバラだったファイルが、kintone上の一画面にまとまるイメージだね。
切削チームも組立チームも、同じ画面で進捗を確認できるから、前の工程で遅れが起きたらすぐ全体に伝わる。
それだけで、Bさんが言ってた「担当者が知らないままバタバタする」問題は解消されますね。
そうだね。それから、日程計画を数クリックで半自動作成できる機能がある。
設備や人員の余力を考慮した上で、制約をオーバーしないようにスケジュールを組んでくれるんだよ。
それが自動スケジューリング機能ですね!リスケのたびに各チームにヒアリングして回る必要がなくなる……。
そういうこと。あとは、現場での実績登録がシンプルな設計になっていてね。

専任のエンジニアがいなくても、製造現場の担当者が自分たちで使えるようになっているんだよ。
中小製造業だと、システム専任の人がいないところも多いですもんね。
そうそう。kintoneがベースだから、使い慣れたら他の業務への展開もしやすいし、外部システムとの連携も比較的やりやすい。
Bさんの現場みたいに、まずは工程管理の構造を整えることから始めたい会社にはちょうどいいと思うよ。
それに、低コストで導入できるんだ。
なるほど……。
GROW工程管理を選択肢のひとつとして考えると、管理構造の仕組みも幅広く検討できそうですね!
全体最適の視点を取り入れて工程管理の構造を見つめ直そう
ボクはBさんのところへ戻り、ジョーさんから学んだことを自分なりの言葉に直して伝えました。 TOC理論のこと、個別最適と全体最適のこと、今回のボトルネックのこと。 そしてGROW工程管理のことも。 Bさんは、 「エクセルの作り方を探せばなんとかなると思ってたけど。 それって結局、自分のチームの中だけをなんとかしようとしてただけで、工場全体の流れのことは考えてなかったんだ。 そもそもエクセルのフォーマットを探している場合じゃなかったんだね。 新しい気づきを得られたよ、ありがとうジムリン!」 と言って、帰って行きました。 Bさんの表情が、相談に来たときとは明らかに違いました( *´艸`)結局、エクセルのフォーマットは見つからなかったけれど、問題の本質に気づけたことが何よりの収穫かも!
今回の話を通じてボクがあらためて感じたのは、全体最適の視点で課題と向き合わないと、問題の本質には気づけないということです。 エクセルで新しい工程管理表の作り方を探したり、便利なフォーマットを取り入れたりすること自体は悪くありません。 でも、各チームがバラバラにファイルを持ち、情報が分断されたまま運用している状態では、どれだけ見た目を整えても根本的な問題は残り続けます。 もし今、Bさんと同じようにエクセルの工程表を使っていてリスケにリソースが割かれているなら、工程表のフォーマットの前に管理構造自体を見直してみてください。 個別最適な視点で作られた構造なら、全体最適の視点で見直すと、ボトルネックが見つかり本当にやるべき施策がわかるはずです。 そして、一元管理の仕組みが必要なら、GROW工程管理のようなシステムも検討してみるとよいかもしれませんね( *´艸`) GROW工程管理について詳しく知りたい方がいれば、連絡お待ちしています! GROW工程管理 資料ダウンロードはコチラ GROW工程管理 個別相談会はこちらコチラ " ["post_title"]=> string(132) "エクセルで工程表の作り方を探している方へ!工程管理で悩んでいるなら全体最適の視点を学ぼう" ["post_excerpt"]=> string(0) "" ["post_status"]=> string(7) "publish" ["comment_status"]=> string(6) "closed" ["ping_status"]=> string(6) "closed" ["post_password"]=> string(0) "" ["post_name"]=> string(33) "how-to-create-a-schedule-in-excel" ["to_ping"]=> string(0) "" ["pinged"]=> string(0) "" ["post_modified"]=> string(19) "2026-03-07 14:43:44" ["post_modified_gmt"]=> string(19) "2026-03-07 05:43:44" ["post_content_filtered"]=> string(0) "" ["post_parent"]=> int(0) ["guid"]=> string(45) "https://adiem.jp/?post_type=blog&p=16401" ["menu_order"]=> int(0) ["post_type"]=> string(4) "blog" ["post_mime_type"]=> string(0) "" ["comment_count"]=> string(1) "0" ["filter"]=> string(3) "raw" } [4]=> object(WP_Post)#4782 (24) { ["ID"]=> int(16350) ["post_author"]=> string(2) "14" ["post_date"]=> string(19) "2026-03-05 15:04:48" ["post_date_gmt"]=> string(19) "2026-03-05 06:04:48" ["post_content"]=> string(10579) " こんにちは、ジムリンです!
前回、ボクは大きな決断をしました。
「今は工場長の声だけを聞く。追加機能は一切つけない!」
そう宣言して、背水の陣でアプリを作り直すことにしたんです。
でも、決めたからといってすべてが丸く収まるわけではありません。
今回は、ボクが直面した「システムは完成させて終わりじゃない」という、開発の本当の難しさと楽しさについてお話しします。
こんにちは、ジムリンです!
前回、ボクは大きな決断をしました。
「今は工場長の声だけを聞く。追加機能は一切つけない!」
そう宣言して、背水の陣でアプリを作り直すことにしたんです。
でも、決めたからといってすべてが丸く収まるわけではありません。
今回は、ボクが直面した「システムは完成させて終わりじゃない」という、開発の本当の難しさと楽しさについてお話しします。
一つ解決したら、また新しい要望が出てくる
工場長のために機能を絞り込んだアプリ。 「電話しなくて済むのが助かる」という工場長の一言を信じて、ボクは必死に画面を整えていました。 でも、ボクがデスクでkintoneを触っていると、案の定、現場から不満の声が上がりました。 ボクの元にやってきたのは、以前「Excelの方が速い」と言った同僚たちでした。 「ジムリン、本当に工場長のことだけで進めるつもり?」 「俺たちが言った改善要望は無視かよ。不公平だと思わない?」 「みんなの意見を聞くのが総務の仕事じゃないのかい?」 グサリ、と胸に刺さります。 みんなの要望も、決して間違っているわけじゃない。 もっと便利にしたい、楽になりたいという気持ちは痛いほどわかるんです。あ、いえ、そんなつもりは……!
つい、いつもの弱気なボクが出そうになります。 でも、ここでまた「全部入れます!」なんて言ったら、せっかく見つけた「翻訳者としてのボク」は消えて、また以前の、誰の要望に応えればいいのか分からず迷走していた頃に逆戻りです。 それだと結局、誰の役にも立たない中途半端なシステムができあがってしまう。 でもみんなにとっては「順番待ち」のモヤモヤがあるのもわかっています。 これを、どうやって納得してもらえばいいんだろう……。システムは「完成させる」ものじゃなく「育てていく」もの
ジムリン、いい顔になってきたね。
悩んでいるのは、一歩踏み出した証拠だよ。
君が今やっていることはね、「育シス開発(育てるシステム開発)」という考え方そのものなんだよ。
育シス開発……育てるシステム開発……?
システムはね、家を建てるように「完成させて終わり」じゃないんだ。
小さく始めて、現場と一緒に大きく育てていく。
それが、自社に本当に合ったシステムを作る秘訣なんだよ
なぜ「小さく始めて大きく育てる」のか?
ボクの「え?」という顔を見て、ジョーさんはホワイトボードの前に立ちました。最初から全部作ると、自社に合わないシステムになる
もし、最初からみんなの要望を全部入れた「完璧なシステム」を目指していたら、どうなっていたと思う?
ジョーさんの問いに、ボクはこれまでの失敗を思い出しました。 開発に時間がかかりすぎて、いつまで経っても誰の手にも届かない。 機能が増えすぎて操作は複雑になり、本当に必要な機能かどうかもわからないまま作ってしまう……。……きっと、完成する頃には現場の状況が変わっていて、結局誰の課題も解決できないまま捨てられてしまうかもしれません(T-T)
そのとおり。
完璧を目指すあまり、時間をかけすぎるのはシステム開発において最大のリスクなんだよ
一つ解決すると、次に本当に必要なものが見えてくる
でも、今回は一つに絞った。
その結果、どうなったかな?
工場長への電話という、最大の「タスクの滞留」に狙いを定めることができました!
そうだね。
一つの課題を解決してみると、工場全体の流れが少し良くなって、次にどこを改善すべきかが、より明確に見えてくる。
これが「育てる」ということなんだよ
小さく始めれば、環境の変化にも対応できる
製造業の「改善」と同じだよね。
一度改善して終わり、なんてことはないでしょ?
環境が変われば、新しい問題が出てきますもんね。
そのたびに、少しずつ形を変え、磨きをかけていく必要があります。
システムも同じ。
最初から100点を目指すんじゃなく、使いながら、対話し続けながら改善を重ねることで、使えば使うほど自社に馴染んだ、かけがえのないシステムに育っていくんだよ。
工場長の課題だけに絞ってスモールスタート!これからみんなでシステムを育てよう
ボクの中で、バラバラだったピースがつながりました。 ボクがやろうとしていたことは、育シス開発だったんだ! 自分の行動に確信を持てたボクは、深呼吸をして、まだ不満げな表情で待っている同僚たちのもとへ向かいました。みなさん、お待たせしました。
たしかに、みなさんの要望も大切です。
でも、これを見てください!
ボクは、第2話でみんなと描いた「業務フロー図」を広げました。この図を見ると、すべての業務の矢印が、最終的に工場長に集中していますよね。
だから、まず工場長の課題を解決することが、結果的にみなさんの仕事の滞りを解消する近道なんです。
ボクは落ち着いて、でも力強く言葉を続けました。みなさんの意見を無視しているわけではありません。
今のシステムは、ようやく生まれたばかりの「種」の状態です。
順番に、一つずつ課題を解決しながら、みんなで一緒にこのシステムを育てていきましょう。
そうすれば、少しずつみなさんの負担も軽くなっていくはずです。
ボクの熱意と、何より「なぜ工場長が先なのか」というロジックに、同僚たちは顔を見合わせ、少し気圧された様子で呟きました。 「……まぁ、そういうことなら。一気に全部は無理でも、次は俺たちの番、頼むよ?」もちろんです! 一緒に育てていきましょう!
ボクの力強い宣言に、現場に少しだけ、前向きな空気が流れた気がしました。【教訓】まずはボトルネックに集中!自社の環境に合わせて少しずつシステムを育てよう
見事だったね、ジムリン。
君は「育シス開発」を、技術としてだけでなく、現場との対話として実践できたよ
今回ボクが学んだ「育シス開発」のポイントをまとめます。・小さく始めることで、本当に必要な機能が見えてくる ・環境の変化に合わせて改善を重ねることで、自社に合ったシステムに育つ ・対話しながら一つずつ育てていく。それがシステム開発の本質
システム開発の本質は、プログラムを書くことだけじゃない。 現場の困りごとに寄り添い、少しずつ、でも確実に、みんなで一緒に「育てていく」ことなんだ。 前に進むための、たしかな自信を胸に。ボクの挑戦は、これからも続いていきます!" ["post_title"]=> string(120) "最初から完璧なシステム開発なんて無理!「育てる」ことで自社に合ったシステムになる" ["post_excerpt"]=> string(0) "" ["post_status"]=> string(7) "publish" ["comment_status"]=> string(6) "closed" ["ping_status"]=> string(6) "closed" ["post_password"]=> string(0) "" ["post_name"]=> string(28) "nurturing-system-development" ["to_ping"]=> string(0) "" ["pinged"]=> string(0) "" ["post_modified"]=> string(19) "2026-03-05 15:04:48" ["post_modified_gmt"]=> string(19) "2026-03-05 06:04:48" ["post_content_filtered"]=> string(0) "" ["post_parent"]=> int(0) ["guid"]=> string(45) "https://adiem.jp/?post_type=blog&p=16350" ["menu_order"]=> int(0) ["post_type"]=> string(4) "blog" ["post_mime_type"]=> string(0) "" ["comment_count"]=> string(1) "0" ["filter"]=> string(3) "raw" } [5]=> object(WP_Post)#4785 (24) { ["ID"]=> int(15975) ["post_author"]=> string(2) "13" ["post_date"]=> string(19) "2026-02-17 15:00:50" ["post_date_gmt"]=> string(19) "2026-02-17 06:00:50" ["post_content"]=> string(18532) "kintoneと連携できるツールについて調べていると「n8n」という名前をよく見かけます。 でも、何ができるツールなのか、自分たちに必要なものなのかがピンとこない方も多いはずです。しかもkintoneには「連携コネクタ」というツールもあります。n8nはそれとどう違うのでしょうか? この記事では、n8nの基本、kintone×AI連携の実現方法、費用感、連携コネクタとの違いについて解説します。n8nはkintoneと生成AI・クラウドをつなぐ「中継役」のツール
ひとことで言えば、n8nはkintoneと他のサービスをつなぐ「中継役」です。 Microsoft、Google、Slack、生成AIなど400以上のサービスとkintoneをつなぎ、データの受け渡しや処理を自動化できるツールとして注目されています。 例えば「kintoneのレコードが更新されたらTeamsに通知する」「メールの内容をAIで要約してkintoneに自動登録する」といった処理をノーコードで構築できます。 kintoneは「データをためる箱」、n8nは「箱と外の世界をつなぐ配線係」です。この2つを組み合わせることで、手作業でやっていたデータの受け渡しや転記が自動化されます。
ノーコード・定額制・多機能なn8nで、kintoneの業務を手軽に自動化
n8nがkintone×AIの連携に適しているのは、以下の3つの特徴があるからです。ノードをつなぐだけで、複雑な業務フローも直感的に作成できる
n8nは「ノード」という処理ブロックを線でつなぐことでワークフローを構築します。プログラミング知識がなくても、マウス操作だけで自動化が組めるノーコード操作が特徴です。 ノードには3種類あります。- トリガーノード:ワークフローの起点(レコードの保存、時刻など)
- アクションノード:実行する処理(データ取得、メール送信など)
- ロジックノード:条件分岐や繰り返し処理
 さらに、Codeノードを使えば高度な処理も可能です。プログラミング経験のある人は、JavaScriptやPythonで柔軟にカスタマイズできます。
さらに、Codeノードを使えば高度な処理も可能です。プログラミング経験のある人は、JavaScriptやPythonで柔軟にカスタマイズできます。
実行回数課金のため、大量のレコード処理でもコストが増えない
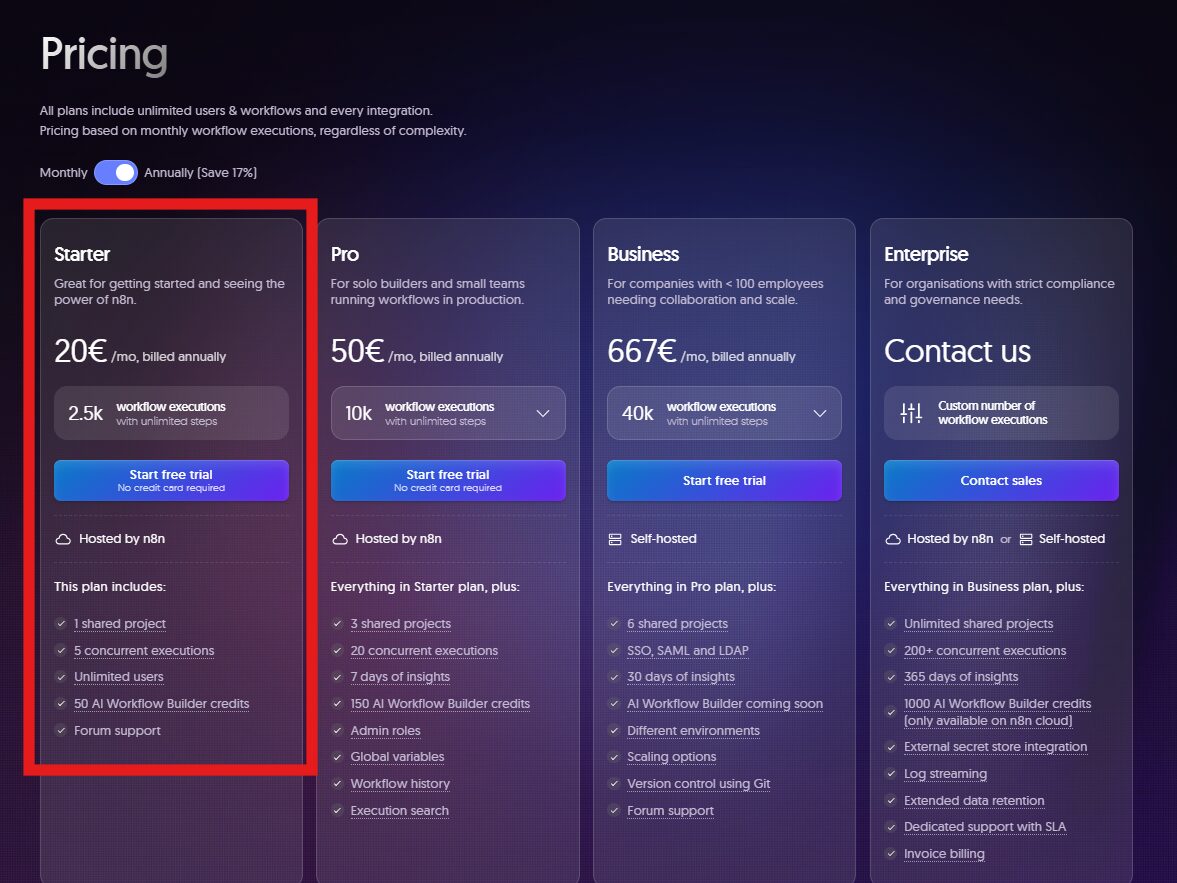
多くの自動化ツールは「処理1ステップごとに課金」される仕組みです。kintoneの1,000件のレコードをループ処理すると1,000ステップ分の費用が発生します。 一方、n8nはフローの中でループ・分岐を何ステップ踏んでも、1実行としてカウントされます。「毎晩の一括更新」「月次の大量データ処理」が日常的に発生する環境では大きなコスト差が生まれます。 たとえば、kintoneのスタンダードコースは1ユーザー月額1,800円です。n8nクラウド版のStarterプランは月額約3,600円なので、kintone2ユーザー分の費用で業務自動化基盤が手に入ります。Microsoft製品だけでなく、基幹システムや生成AIなど400以上のツールと接続可能
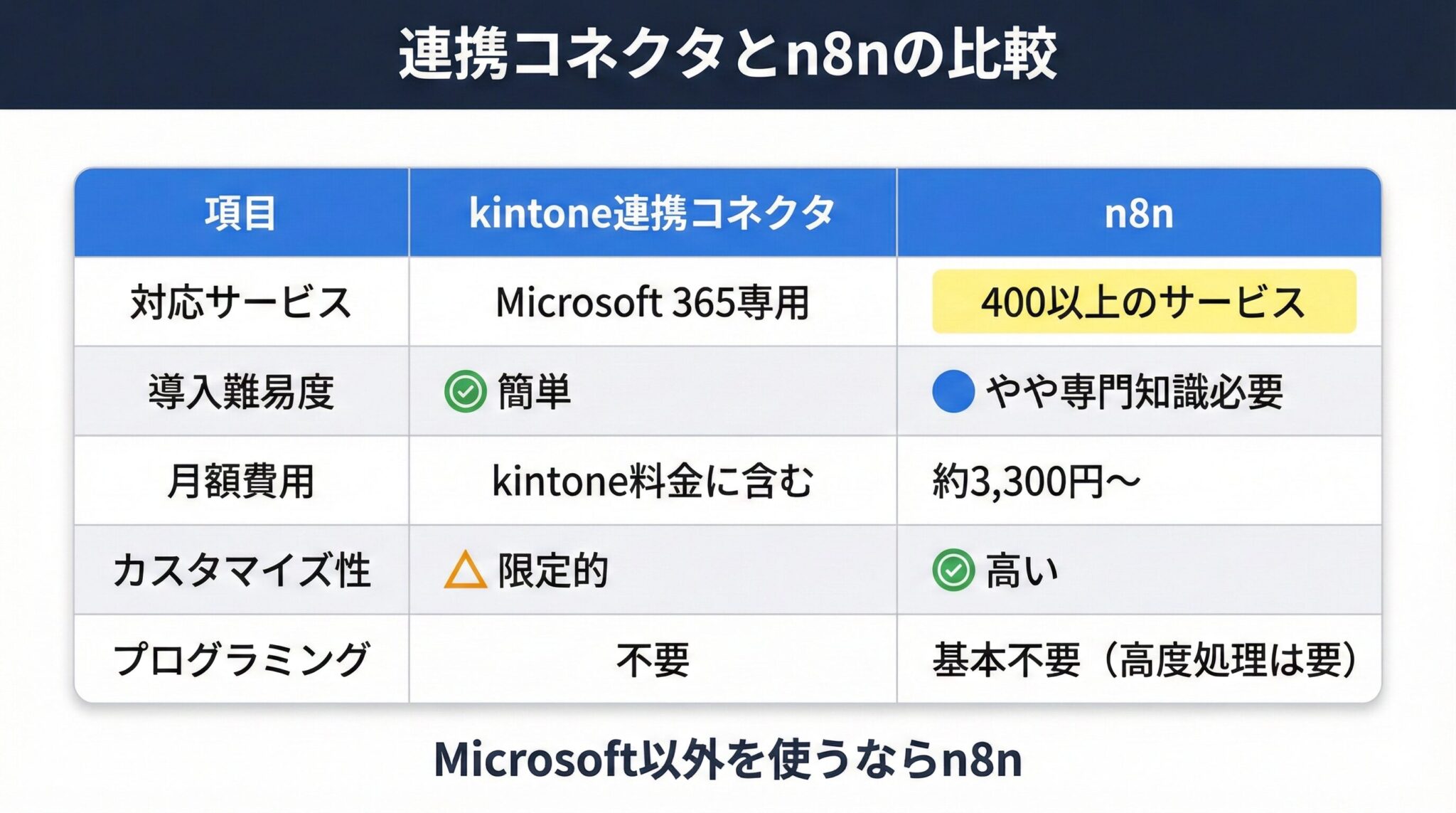
kintoneの「連携コネクタ」はMicrosoft 365サービス専用です。ノーコードで手軽に使えますが、他のサービスには接続できません。 n8nはMicrosoft製品はもちろん、Google、Slack、生成AI(ChatGPT・Gemini等)、基幹システムなど自由に選べます。Microsoft以外のサービスを1つでも使っているなら、n8nの出番です。詳しくはn8n公式サイトをご覧ください。
【n8nの活用例①】データ転記・通知・定期処理を自動化し、手作業をなくす
kintoneは「データをためるハブ」、n8nは「サービスをつなぐ配線係」という役割分担で機能します。ここでは、kintoneとn8nの技術的な接続方法と、実際の活用例を示します。コミュニティノード・API・Webhookを使い分けてkintoneと接続する
kintoneとn8nの接続方法は2つあります。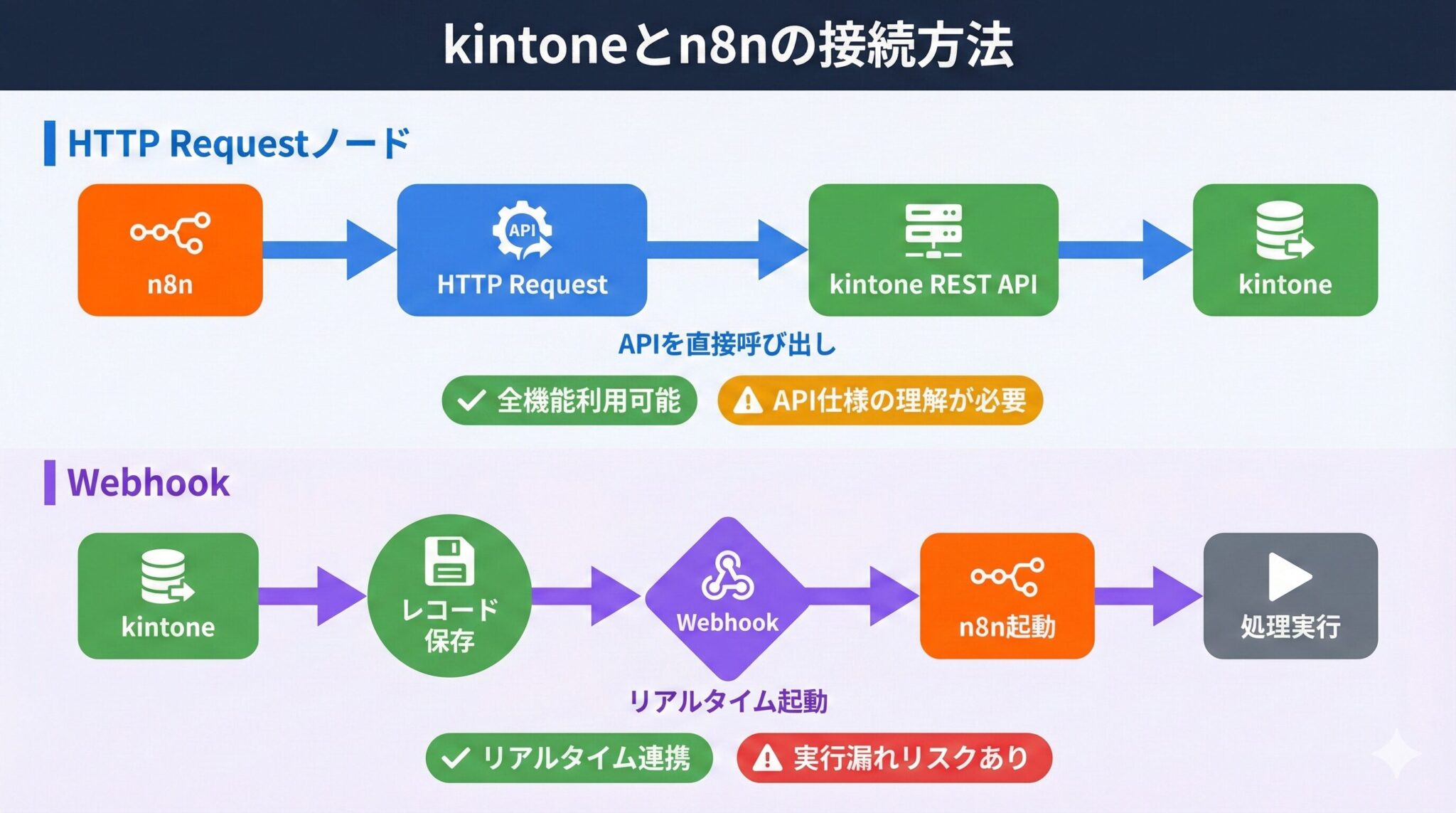 HTTP Requestノード
kintone REST APIを直接呼び出します。レコードの取得や登録・更新などの全API機能を利用可能で、コミュニティノードで対応していない処理も実現できます。ただし、APIの仕様を理解している必要があります。
Webhook
kintoneのレコード操作(新規登録など)をトリガーにn8nを起動します。つまり「レコードが新規登録されたらワークフローが起動する」というシステムを作れます。リアルタイム連携に適していますが、設定ミスやサーバーエラーで実行漏れが起きることがあります。kintone Webhookの詳細はkintone開発者サイトで確認できます。
HTTP Requestノード
kintone REST APIを直接呼び出します。レコードの取得や登録・更新などの全API機能を利用可能で、コミュニティノードで対応していない処理も実現できます。ただし、APIの仕様を理解している必要があります。
Webhook
kintoneのレコード操作(新規登録など)をトリガーにn8nを起動します。つまり「レコードが新規登録されたらワークフローが起動する」というシステムを作れます。リアルタイム連携に適していますが、設定ミスやサーバーエラーで実行漏れが起きることがあります。kintone Webhookの詳細はkintone開発者サイトで確認できます。
スプレッドシートやSlackと連携し、日々のルーティンワークを消滅させる
n8nを使えば、以下のようなルーティンワークが自動化できます。 データ転記の自動化 kintoneからGoogleスプレッドシートへのデータ転記、メールからkintoneへの自動登録が可能です。実際にGoogle Analyticsからの手作業データ転記を自動化し、週報作成業務を約30分削減した事例があります。 定期処理 毎朝のステータス更新や、kintoneアプリのバックアップなど、時刻をトリガーにした処理を組めます。以下の「kintoneのアプリバックアップを自動化」の記事では、毎朝3時にレコードデータと添付ファイルをGoogle Driveに保存する仕組みを解説しています。 通知の自動化 特定の条件を満たしたレコードをSlackやメールで通知できます。Outlookに届いたメールの必要情報をkintoneに自動登録することで、顧客対応の作業効率が向上した事例もあります。 [clink url="https://adiem.jp/blog/kintone-n8n-auto-backup/"]【n8nの活用例②】要約・分類・抽出など、AIで「人が判断する業務」を自動化
n8nの真価はAI連携にあります。単なるデータ移動ではない「知的処理」が可能になります。 n8nはLangChainを統合しており、ChatGPT・Gemini等のLLMをワークフローに組み込めます。AIチャットボットを作るのではなく、「業務プロセスにAIを埋め込む」イメージです。 この仕組みを応用すると、kintoneのデータに対してAIが要約・分類・抽出を行い、その結果をkintoneに戻すワークフローが構築できます。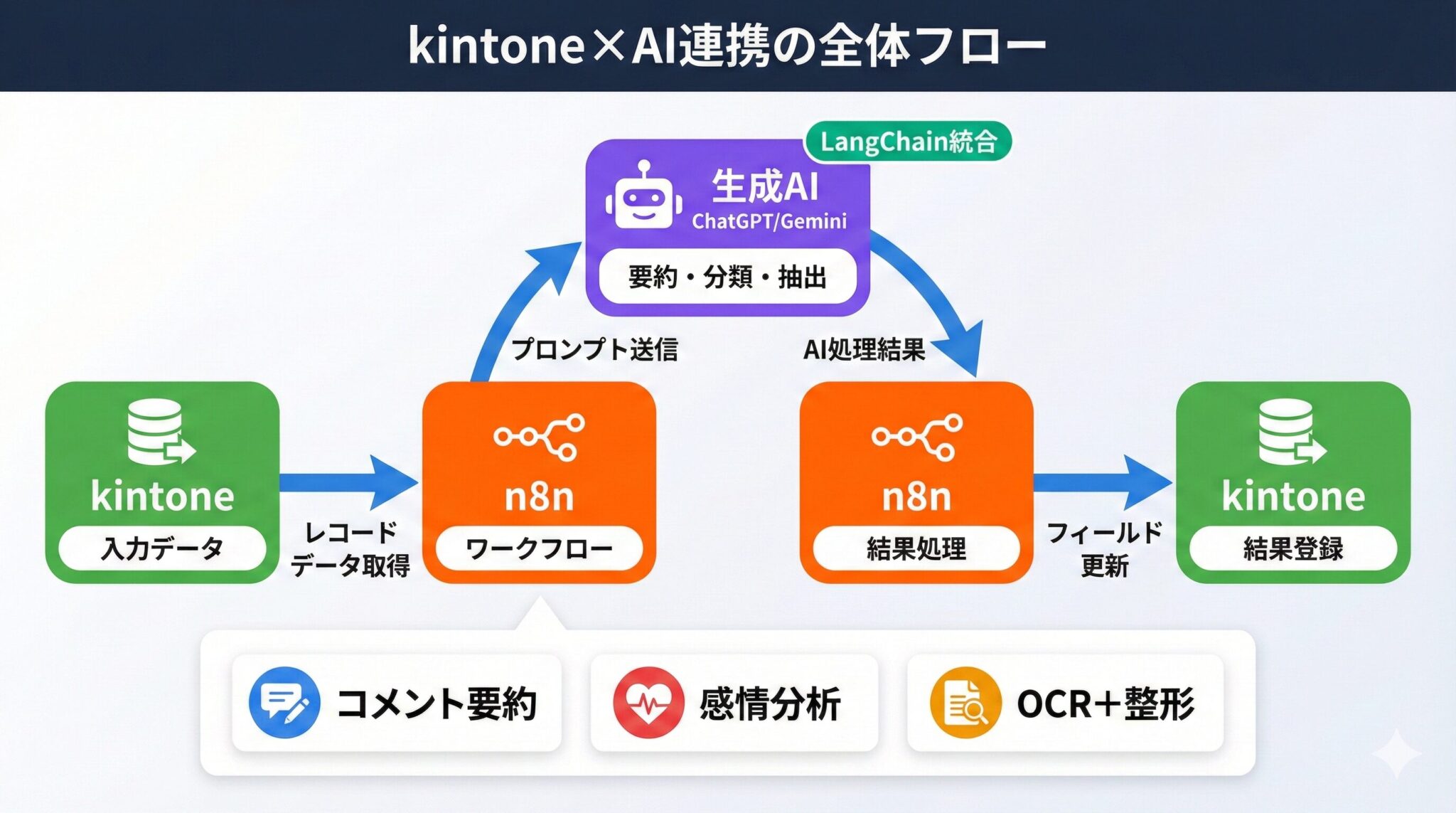
「AIが下書き→人が承認」のプロセスに変え、業務スピードを加速させる
n8n・kintone・AI連携の活用例として、以下のようなパターンがあります。 コメント・スレッドの自動要約 kintoneのコメント欄やスレッドが長くなりすぎて、状況把握に時間がかかる問題を解決します。kintone AIラボにも同様の機能はありますが、ゲストスペースには適用できないなどの制限があります。n8nを使えば、ゲストスペースからもデータを取得できます。 問い合わせの感情分析・自動分類・返信ドラフト作成 顧客からの問い合わせをAIが感情分析し、緊急度に応じて自動分類できます。返信ドラフトをAIが作成し、人間が確認してから送信するフローに変えることで、対応スピードが向上します。 PDF・画像からのデータ抽出とkintone自動登録 請求書や注文書などの紙資料をOCR処理し、生成AIで整形してkintoneに自動登録できます。詳しくは以下の「添付ファイルをOCRしてレコードへ自動記入する方法」の記事で詳しく解説しています。 [clink url="https://adiem.jp/blog/usecase2-files-ocr/"]自動化のコツは「人が確認・承認するフロー」を組み込むこと
上記のような自動化を成功させるコツは、設計段階で「人が確認・承認するフロー」を組み込むことです。AIに全てを任せるのではなく、人間の判断を組み込むことで安全性と品質を確保できます。1つのフローに機能を詰め込むと、修正困難な「スパゲッティ状態」に
n8n×生成AI連携の初期段階でありがちな失敗が、1つのワークフローに全機能を詰め込むことです。 たとえば、「データの取得・翻訳・要約・スプレッドシートへの書き込み・Slack通知・請求書作成まで全てやる」という100ノードを超える巨大な仕組みを構築してしまうケース。 こうなると、n8nの画面上がスパゲッティのように複雑になり、翻訳APIの仕様変更1つで全体がストップする事態に陥ります。 エラー箇所を探すだけで半日かかり、修正しても別の場所が壊れるという悪循環になりがちです。「整理と分類」のステップを飛ばしたために、結局そのワークフローが使われなくなるというのもよくあるパターンです。 このような状況に陥らないためには、機能ごとに小さなワークフローへ分割する設計に切り替えることがポイントです。 「1ワークフロー=1機能」の原則を徹底し、ワークフロー間はWebhookやフラグで連携する方式に変更します。この設計にすることで、エラーが発生しても影響範囲が限定され、修正も容易になります。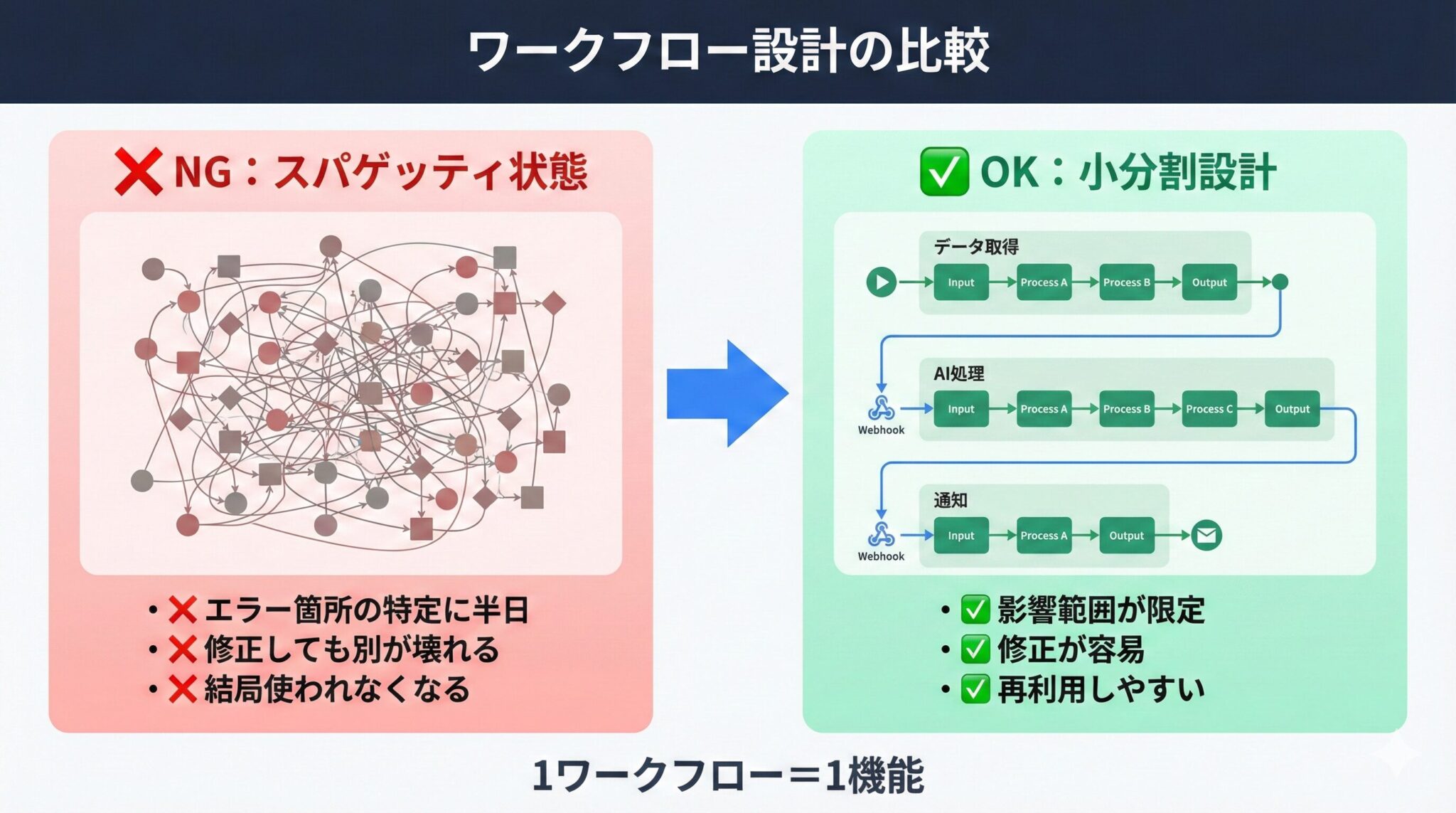
AIの実行タイミングを人が制御し、誤動作とコスト浪費を防ぐ
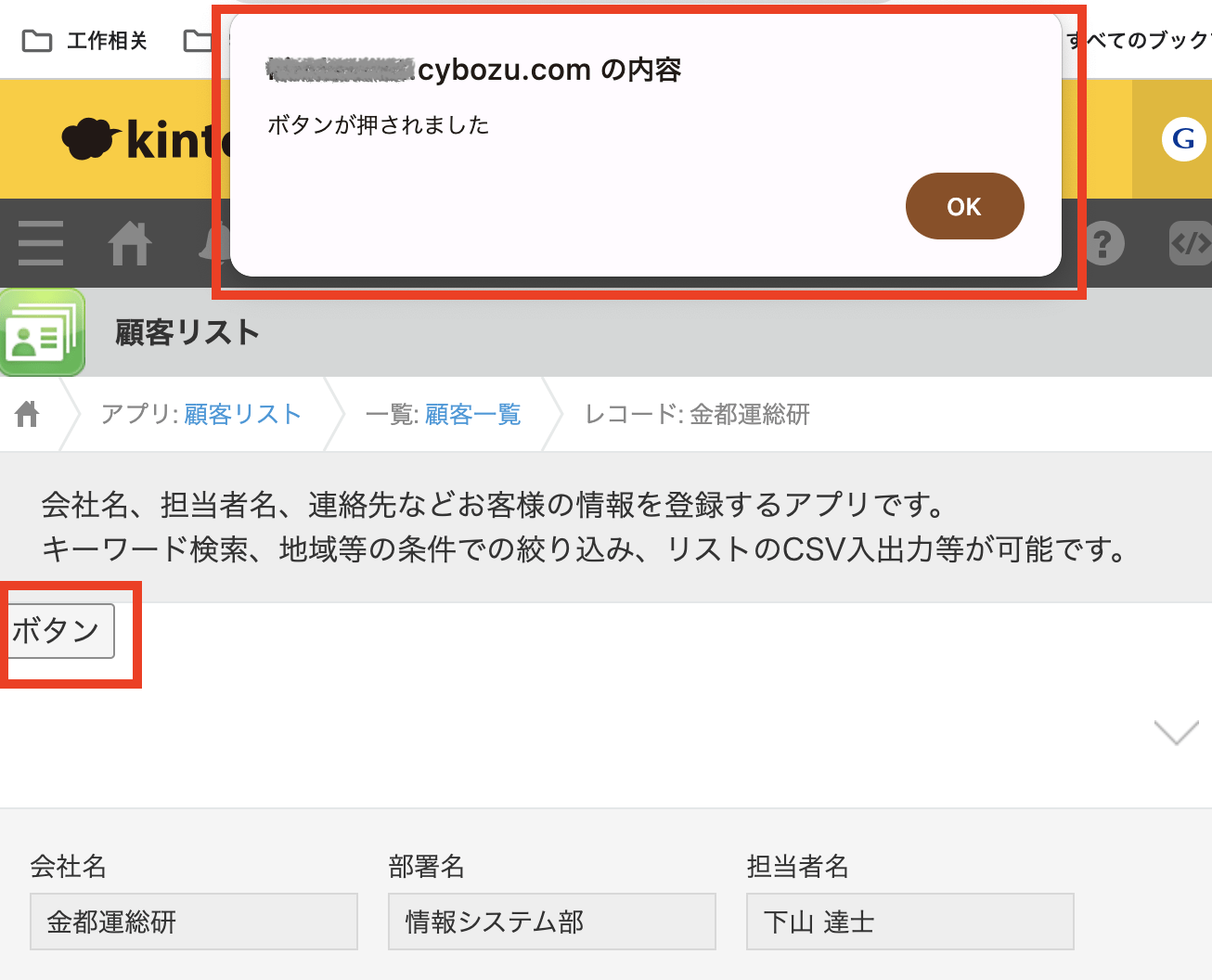
こうした失敗を起こさないためのコツとして、n8nとkintoneの連携フロー設計方法を3つの原則にまとめました。 基本は「kintoneをUI(操作画面)にして、n8nはバックグラウンドで実行する」という考え方です。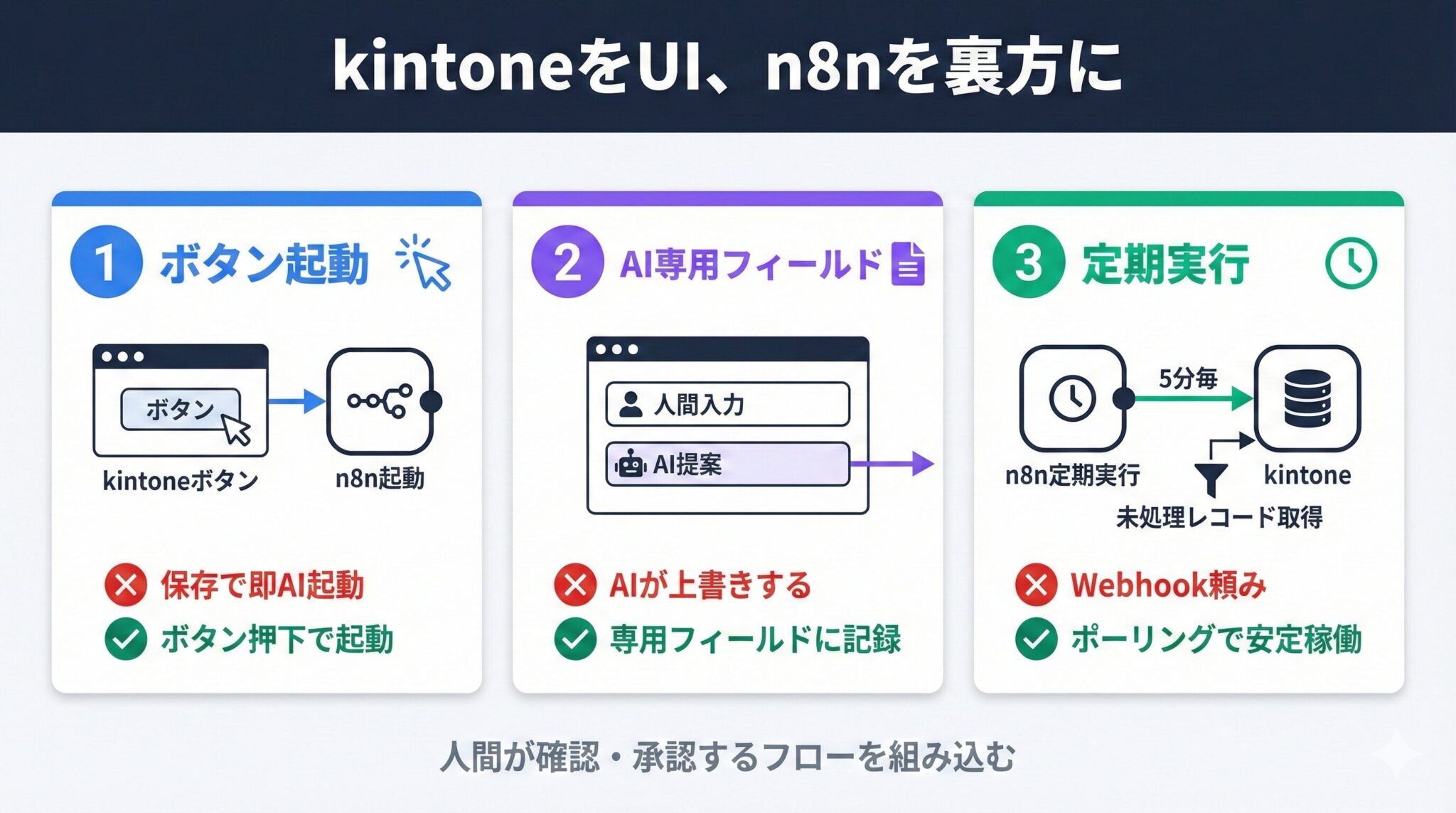 原則1:kintoneにボタンを設置し、n8nの「起動スイッチ」にする
失敗パターンは「レコード保存で即AIが動く」設定です。書きかけ保存でもAIが暴走し、生成AIのAPIコストを無駄に消費してしまいます。
成功の秘訣は、
原則1:kintoneにボタンを設置し、n8nの「起動スイッチ」にする
失敗パターンは「レコード保存で即AIが動く」設定です。書きかけ保存でもAIが暴走し、生成AIのAPIコストを無駄に消費してしまいます。
成功の秘訣は、[AI下書き作成中]→[AI確認済み]→[完了]のように、ユーザーがボタンを押した時だけn8nが動く設計にすることです。こうすれば、ユーザーが好きなタイミングでワークフローを起動できるため、現場の安心感が全く違います。
kintoneへのボタンの設置方法はkintone公式チュートリアルをご覧ください。
 原則2:AIの結果を「上書き」せず「AI専用フィールド」に記録する
失敗パターンは、AIが要約した文章で、人間が書いたメモを上書きしてしまい現場の反発を招くことです。
成功の秘訣は、
原則2:AIの結果を「上書き」せず「AI専用フィールド」に記録する
失敗パターンは、AIが要約した文章で、人間が書いたメモを上書きしてしまい現場の反発を招くことです。
成功の秘訣は、[AI提案]という専用の複数行フィールドを作り、そこだけに書き込ませることです。人間はAIの提案をコピペして微調整すればよいため、作業効率が向上します。
原則3:「Webhook」ではなく「定期実行」から始める
WebhookはkintoneやWebhookの設定ミス、n8nサーバーのエラーなどで実行漏れが起きた際、リトライが面倒です。
成功の秘訣は、n8n側で「未処理」フラグの立っているレコードを5分おきに拾いに行く仕組みにすることです。サーバーが止まっても再起動した瞬間に溜まった業務を消化してくれます。
【n8nの料金】まずは手軽なクラウド版で試し、慣れてきたらセルフホストへ
費用面の不安を解消し、現実的な導入方法を示します。月額約3,600円のクラウド版なら、サーバー構築なしで即日始められる
n8nのクラウド版には2つのプランがあります。- Starter:月額約3,600円(€20)/月2,500実行
- Pro:月額約8,000円(€50)/月10,000実行
セルフホスト版はライセンス無料!セキュリティ運用工数に注意
Community Editionはライセンス無料です。費用は自社サーバー代のみで、月額約1,500〜3,000円が目安です。 ただし「無料」の裏側にはセキュリティ運用の工数(月15〜20時間)が積み上がります。n8nのアップデートを適用した際、ノードの仕様が変わり一部ワークフローに不具合が発生することもあります。 こうした事態を避けるためには、正しいセキュリティ対策と検証体制が必要です。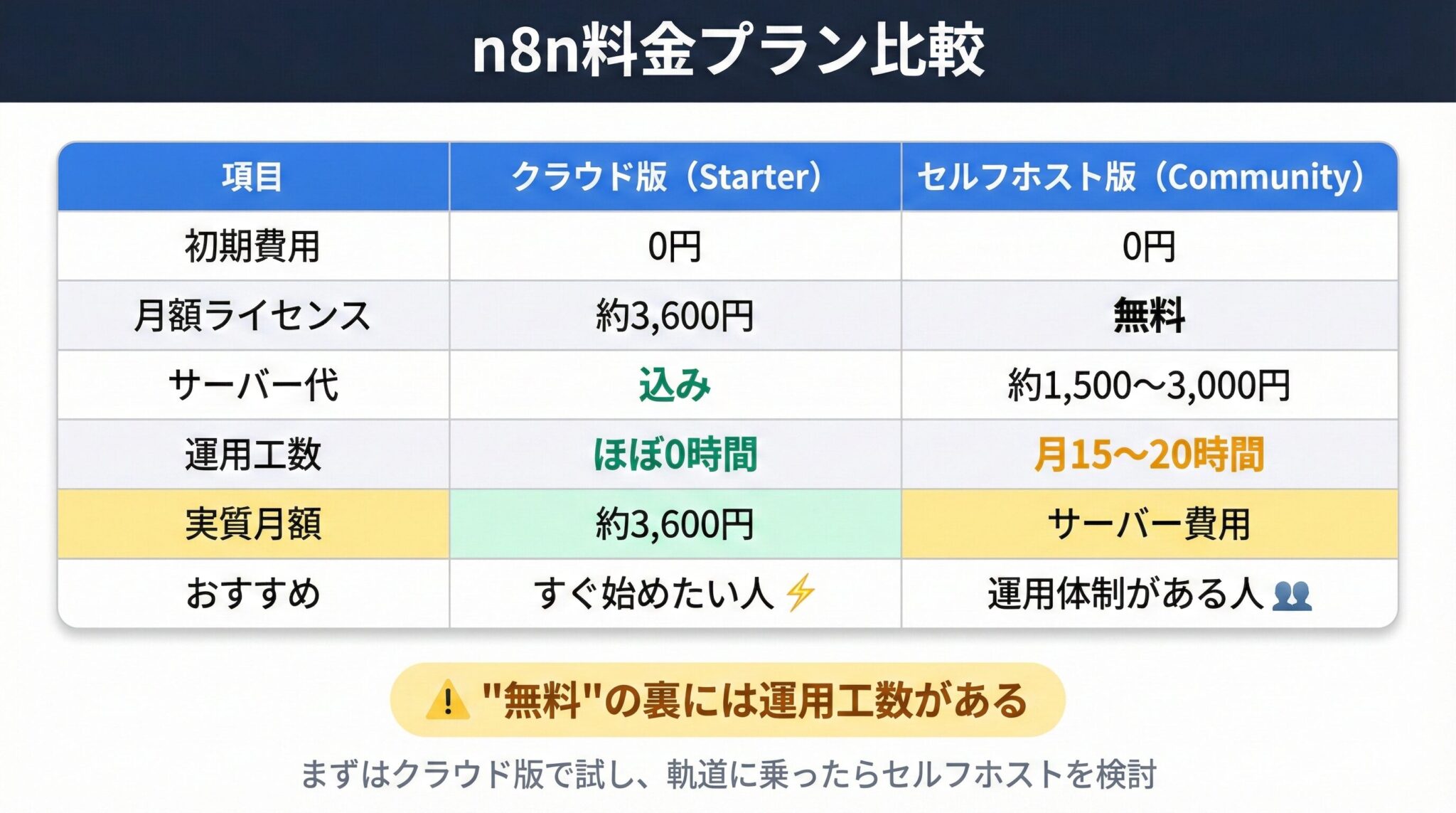
n8nでkintoneを他のサービスやAIとつなぎ、貯まったデータを活用しよう
ここまで読み進めたことで、n8nが「kintoneと他のサービスをつなぐ中継役」であり、データ転記の自動化からAIによる知的処理まで幅広く対応できることが分かったはずです。 ここで改めて伝えたいのは、n8nの本当の価値は「作業を楽にする」ことだけではないということです。 kintoneに蓄積されたデータ資産を他のサービスやAIと繋ぎ、動かし、業務に活用します。それによってkintoneは「ただの箱」から「現場の作業効率を改善するデータベース」に変わります。 データは「貯める」だけでは価値を生みません。他のサービスやAIと「繋いで」、活用することで初めて価値が生まれます。 n8nは、その第一歩です。まずはクラウド版の14日間無料トライアルで、kintoneのデータ活用を始めましょう。 具体的なユースケースを知りたい方は、以下の記事も参考にしてください。 [clink url="https://adiem.jp/blog/kintone-n8n-company-research-automation/"] [cta]" ["post_title"]=> string(69) "【超入門】n8nとは?kintoneと生成AI連携のはじめかた" ["post_excerpt"]=> string(0) "" ["post_status"]=> string(7) "publish" ["comment_status"]=> string(6) "closed" ["ping_status"]=> string(6) "closed" ["post_password"]=> string(0) "" ["post_name"]=> string(20) "n8n-kintone-ai-intro" ["to_ping"]=> string(0) "" ["pinged"]=> string(0) "" ["post_modified"]=> string(19) "2026-02-17 14:19:49" ["post_modified_gmt"]=> string(19) "2026-02-17 05:19:49" ["post_content_filtered"]=> string(0) "" ["post_parent"]=> int(0) ["guid"]=> string(45) "https://adiem.jp/?post_type=blog&p=15975" ["menu_order"]=> int(0) ["post_type"]=> string(4) "blog" ["post_mime_type"]=> string(0) "" ["comment_count"]=> string(1) "0" ["filter"]=> string(3) "raw" } [6]=> object(WP_Post)#4786 (24) { ["ID"]=> int(15941) ["post_author"]=> string(2) "14" ["post_date"]=> string(19) "2026-02-05 12:00:24" ["post_date_gmt"]=> string(19) "2026-02-05 03:00:24" ["post_content"]=> string(9662) " こんにちは、ジムリンです!
前回、期待を胸に作った試作アプリを見せて回ったボクですが……「Excelの方が速い」「機能が足りない」と厳しい反応ばかり。
工場長も不安そうな顔で黙り込んでしまい、完全に自信をなくしてしまいました(T-T)
「ボクには無理だったのかもしれない……」
そんな絶望のなか、ボクを救ってくれたのは、工場長からの「たった一言」でした。
今回は、その一言からボクが気づいた「本当に大切なこと」についてお話しします。
こんにちは、ジムリンです!
前回、期待を胸に作った試作アプリを見せて回ったボクですが……「Excelの方が速い」「機能が足りない」と厳しい反応ばかり。
工場長も不安そうな顔で黙り込んでしまい、完全に自信をなくしてしまいました(T-T)
「ボクには無理だったのかもしれない……」
そんな絶望のなか、ボクを救ってくれたのは、工場長からの「たった一言」でした。
今回は、その一言からボクが気づいた「本当に大切なこと」についてお話しします。
諦めかけていたボクに工場長がくれた一言
試作アプリに厳しい反応をもらい、完全に自信をなくしたボク。ボクには無理だったのかもしれない……。
そんな絶望を抱えたまま、翌日を迎えました。 会社に行くのも憂鬱だったボクが廊下をうつむきながら歩いていると、向こうから工場長が歩いてきました。 昨日の工場長の不安そうな顔が脳裏によみがえります。 気まずくて、顔を上げられません。 すれ違う瞬間、工場長が立ち止まりました。 「あの……ジムリン」 工場長が声をかけてきます。 ボクは思わずビクッとして、それでも顔を上げられずにいました。 工場長は、ぽつりと言いました。 「『電話しなくていい』ってのは、助かる。」え?
その言葉は短いけれど、どこか温かみがありました。あ……、ありがとうございます!
ボクが顔を上げて答えたとき、工場長は小さく頷いてそのまま歩いていきました。 わずかな希望を感じたものの、他の人たちからは厳しい意見ばかりもらったことを思い出します。 「結局、ボクはどうすればいいんだろう……」 このときは、まだ混乱していました。なぜ、みんなの言葉はこんなに違うんだろう?
ボクは頭でごちゃごちゃ考えるのをやめて、一度腰を据えてみんなの言葉に向き合ってみることにしました。 まずは、デスクに戻ってメモ帳を開きます。デスクでフィードバックを見比べてみる
そこには昨日集まった、みんなの意見がびっしりと書かれています。▼同僚の声 ・Excelの方が速い ・入力が面倒
▼上司の声 ・在庫数も見られたら便利 ・グラフで可視化して
▼購買担当 ・誰が入力するの? ・負担が増える
▼工場長の声 ・電話しなくていいのは助かる
なぜ、みんなの言葉はこんなに違うんだろう?
全員がバラバラのことを言っていますよね。 このうち、どの声を拾えばいいのか、何が正解なのか、ボクには分かりません……。ジョーさんに壁打ち相手になってもらう
混乱したまま、ボクはジョーさんに相談しました。ジョーさん、ボク、どうしたらいいんでしょうか……。
みんなの意見をどう整理すればいいのか分からなくて。
全部の要望に応えるのは無理だし、でも無視もできないし……。
ジムリン、君には、みんなの言葉がどう聞こえる?
え……?
もう一度、それぞれの言葉を思い出してごらん。
それぞれの言葉に「色」があるはずだよ。
色って、どういうことですか?
ジョーさんは、その質問に答えずにフッと消えてしまいました。 ただ、何かヒントを得られたような気がします。色かあ。
よくわからないけど、これらの意見を色分けしてみようかな?
フィードバックの種類が違うことに気づく
ボクはもう一度メモを見返しながら、意見を分類してみることにしました。・Excelの方が速い ・在庫数も見られたら便利 ・グラフで可視化して
これらは全部「機能」や「道具」についての話だから、黄色にして……と。
電話しなくていいのは助かる
工場長の言葉だけ、色が違うかもしれないなあ。
これは「気持ち」そのものを言葉にしてくれているよね。
ピンクにしてみよう。
なるほど……。
これは、言葉の種類が違うんだね、ジョーさん!
同僚たちはアプリの「仕様(What)」を語っているみたい。
でも、工場長だけは自分の「気持ち(Why)」で言葉をくれたってことなんだ。
ボクの役割は「現場の気持ち」を「仕様」に翻訳すること
ハッとするボク。ボクがやるべきなのは、全員の仕様に対する要望に応えることじゃない!
現場の「気持ち」を汲み取り、それを解決するための最小限の「仕様」に翻訳してあげることなんだ!
今回、ボトルネックは工場長だった。 だから工場長の気持ちを最優先に考えたとき、もっとも必要な機能をkintoneに落とし込む。 これこそが、ボクの役割なんだ……。 そして、これならボクにもできることがあります! これらに気づいたとき、ボクには新しい使命感が芽生えました。 前に進むための、たしかな自信と意欲を取り戻したボク。 ボクは立ち上がって、もう一度アプリを作り直すことを決めました。「もう一度やらせてください。ただし……」
翌日、ボクは上司と同僚を集めて、宣言しました。もう一度、アプリを作らせてください!
「え、また作り直すの?」 上司が驚いた顔をします。はい。でも……
ボクは深呼吸して、続けました。追加機能は一切つけません!!!!
工場長の「電話対応のつらさ」をなくす。
ただそれだけのアプリを目指します。
それこそが、今ボクがやるべきことなんです。
上司は戸惑い、同僚は不満そうな顔をします。 だれかが「それじゃ、我々の要望は無視なの?」と言いました。無視はしません。
ただ、まずは工場長の課題を徹底的に解決します。
在庫数も、グラフも後からです。
まずはボトルネックを徹底的に解消するところからやるんです!
上司と同僚は、それ以上何も言いませんでした。 こうしてボクは、もう一度アプリづくりに挑戦することを決めました。 今度は、工場長の「気持ち」だけに集中して。 " ["post_title"]=> string(66) "ボクが本当に聞くべきだった「たった一つの声」" ["post_excerpt"]=> string(0) "" ["post_status"]=> string(7) "publish" ["comment_status"]=> string(6) "closed" ["ping_status"]=> string(6) "closed" ["post_password"]=> string(0) "" ["post_name"]=> string(17) "jimlins-confusion" ["to_ping"]=> string(0) "" ["pinged"]=> string(0) "" ["post_modified"]=> string(19) "2026-02-09 16:25:09" ["post_modified_gmt"]=> string(19) "2026-02-09 07:25:09" ["post_content_filtered"]=> string(0) "" ["post_parent"]=> int(0) ["guid"]=> string(45) "https://adiem.jp/?post_type=blog&p=15941" ["menu_order"]=> int(0) ["post_type"]=> string(4) "blog" ["post_mime_type"]=> string(0) "" ["comment_count"]=> string(1) "0" ["filter"]=> string(3) "raw" } [7]=> object(WP_Post)#4787 (24) { ["ID"]=> int(15717) ["post_author"]=> string(2) "14" ["post_date"]=> string(19) "2026-01-20 12:00:18" ["post_date_gmt"]=> string(19) "2026-01-20 03:00:18" ["post_content"]=> string(11397) " こんにちは、ジムリンです!
いよいよTOC研修も最終回、第5回を迎えました。
今回のテーマは「業務フロー図の作成」です。
これまで学んできたTOC理論を、いよいよ自分の仕事に落とし込む実践編です。
付箋を使って自分の業務フローを可視化し、ボトルネックを見つけるワークショップに取り組みました!(^^)!
こんにちは、ジムリンです!
いよいよTOC研修も最終回、第5回を迎えました。
今回のテーマは「業務フロー図の作成」です。
これまで学んできたTOC理論を、いよいよ自分の仕事に落とし込む実践編です。
付箋を使って自分の業務フローを可視化し、ボトルネックを見つけるワークショップに取り組みました!(^^)!
テーマ:業務フローを作ってボトルネックを見つけよう
第5回の研修は、前半と後半の2部構成でした。前半は第4回までの復習とS-DBR理論の紹介
まず、これまで学んできたTOC理論のおさらいからスタート。 ボトルネックの概念やMQ会計、DBR理論について振り返りました。 詳しい説明は割愛しますが、「ボトルネックが固定されていない場合でも、TOCの考え方を適用できる」という点が印象的でした。後半は業務フロー作成ワークショップ
そして今回のメイン! 実際に自分の業務フローを描いて、自分の仕事のボトルネックを見つけるワークショップです。 この業務フロー図こそが、TOC理論を実践するための「地図」になるんです!(^^)!業務フローを描くと、自分のボトルネックが見えてくる!
今回の研修で学んだ最大のポイントは、「業務フローを描くことで、自分の業務のボトルネックが見える」ということです。 業務フローを描くことで、以下のことが明確になります!(^^)!- MQが生まれるまでの流れを可視化できる自分の仕事が、どのように価値を生み出しているのかが見える
- 自分の仕事の「制約」がどこにあるか分かるどの工程で時間がかかっているのか、どこで仕事が滞っているのかが一目瞭然
- 改善すべきポイントが明確になる何から手をつけるべきかが分かる
なぜ業務フロー図を描くのか?
「TOCの理論は分かった。でも、自分の仕事にどう活かせばいいんだろう?」 研修を受けてきて、ボクはずっとこの疑問を抱えていました。 理論を学んでも、自分の仕事に当てはめるのは難しい。 でも、業務フローを描くことで、この壁を乗り越えられるらしいんです。自分の業務を客観的に見られる
普段、何気なくやっている仕事を「工程」として書き出すことで、客観的に見つめ直すことができます。 「あれ?この作業、意外と時間かかってるな」 「この工程、なんでやってるんだっけ?」 こんな気づきが生まれます。ボトルネック(希少価値)がどこにあるか明確になる
業務の流れを可視化すると、「ここで仕事が滞っている」というポイントが見えてきます。 それがボクの業務におけるボトルネックです。改善の第一歩を踏み出せる
ボトルネックが分かれば、そこから改善が始まります。 「このボトルネックを解消するには、何をすればいいか?」 「このボトルネックの本領を発揮させるには、どうすればいいか?」 具体的なアクションが見えてくるんです。付箋を使って業務フロー図を作ってみた!
さあ、いよいよ実践です! 研修では、付箋を使って業務フロー図を作成する6つのステップが紹介されました。 (詳しいやり方は、ぜひ研修を受けて学んでくださいね!)業務フロー作成の6ステップ
1.タイトル、年月日、氏名を書く まずは紙の上部に、業務のタイトルと作成日を書きます。 今回はmiroというホワイトボードツールを使いました!(^^)! 2.全体の流れ(工程)を付箋で並べる 自分の仕事を大きな「工程」に分けて、付箋に書いて並べます。 例えば、ボクの場合- 「お客様からの問い合わせ受付」
- 「内容確認・調査」
- 「回答作成」
- 「上司確認」
- 「回答送信」
- データベース検索
- 関連部署への問い合わせ
- 過去事例の確認
ボクの業務フローはコレ!
ボクも実際に自分の業務フローを作ってみました。 付箋を並べて、矢印を引いて、全体の流れを可視化してみると……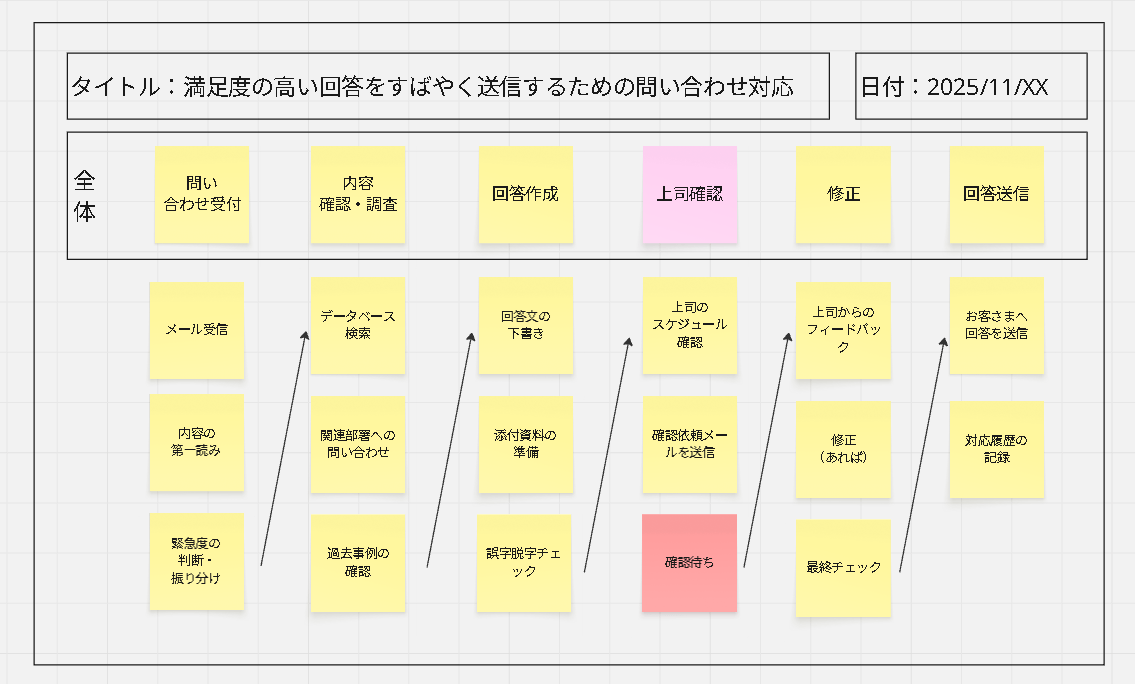 じゃーん!
ボトルネックが見えてきました。
ボクの場合、「上司確認」の工程のうち、「確認待ち」のフローがボトルネックになっています。
じゃーん!
ボトルネックが見えてきました。
ボクの場合、「上司確認」の工程のうち、「確認待ち」のフローがボトルネックになっています。
・上司が忙しくて、確認待ちの時間が長い ・修正指示が来ると、また最初から作り直し ・結果的に、回答がお客様に届くまでの時間が長くなっている
これが可視化されたことで、「じゃあどうすればいいか?」という改善策が見えてきました。 たとえば……・よくある質問は、テンプレート化して上司の事前承認を得ておく ・上司の確認時間を短縮するために、要点を簡潔にまとめる
こんな具体的なアクションが思い浮かんだんです!「なぜ」が改善のきっかけになる
業務フローを作ったあとは、ボトルネック検討会です。 参加者同士で業務フローを見せ合い、お互いにフィードバックし合う時間です。 ボクが発表したあと、講師の先生がこう質問しました。 「なぜこの作業をやってるんですか?」 この質問が刺さったんです。 「えっと……それは……あれ?なんでだろう?」 意外とパッと出てこないモノですね('_') 上司の確認待ちは、変なメールを送らないためには必要だと思います。 でもそれって、上司である必要があるのかな? だんだん頭にハテナが浮かんできました。- 「なぜこの作業が必要なのか?」
- 「なぜこの工程に時間がかかっているのか?」
- 「なぜこのやり方なのか?」
【教訓】自分で考えて答えを見つけることが大切
研修の最後に、講師の先生がエリヤフ・ゴールドラット博士の言葉を紹介してくださいました。 「学ぶことの最大の障害は、答えを教えることだ」 この言葉が、今回の研修を通してボクが感じたこととピッタリです。 TOC研修では、講師が「こうしなさい」と答えを教えるのではなく、「自分で考えて答えを見つける」ことが重視されていました。- 業務フローを自分で描く
- ボトルネックを自分で見つける
- 改善策を自分で考える
次回「3人寄れば文殊の知恵オンラインTOC講座」のお知らせ
今回ボクが受講した研修会「3人寄れば文殊の知恵オンラインTOC講座(全5回)」は、2026年に第19~21期の開催が決まっています。 以下の日程で募集が開始されていますので、ご興味がある方はぜひ合同会社アクララールのページから申し込み・お問い合わせください。・第19期:5/13,20,27,6/3,9 ・第20期:8/18,25,9/1,8,15 ・第21期:11/18,25,12/2,9,16
▼詳細はコチラ 【募集中】3人寄れば文殊の知恵オンラインTOC講座(全5回)第19~21期|合同会社アクララール ちなみに、卒業生は無料でオブザーバーとして参加できるらしいので、煮詰まったときはボクも顔を出そうと思います!(^^)! " ["post_title"]=> string(130) "ジムリンがゆく!第5回TOC研修|業務フロー図はTOC実践の地図!自分のボトルネックを見つけよう" ["post_excerpt"]=> string(0) "" ["post_status"]=> string(7) "publish" ["comment_status"]=> string(6) "closed" ["ping_status"]=> string(6) "closed" ["post_password"]=> string(0) "" ["post_name"]=> string(20) "toc-workflow-diagram" ["to_ping"]=> string(0) "" ["pinged"]=> string(0) "" ["post_modified"]=> string(19) "2026-03-20 14:26:12" ["post_modified_gmt"]=> string(19) "2026-03-20 05:26:12" ["post_content_filtered"]=> string(0) "" ["post_parent"]=> int(0) ["guid"]=> string(45) "https://adiem.jp/?post_type=blog&p=15717" ["menu_order"]=> int(0) ["post_type"]=> string(4) "blog" ["post_mime_type"]=> string(0) "" ["comment_count"]=> string(1) "0" ["filter"]=> string(3) "raw" } [8]=> object(WP_Post)#4788 (24) { ["ID"]=> int(15787) ["post_author"]=> string(2) "13" ["post_date"]=> string(19) "2026-01-15 09:00:47" ["post_date_gmt"]=> string(19) "2026-01-15 00:00:47" ["post_content"]=> string(23511) "時間を奪っていくkintoneの「プロセス管理設定」
生産管理の現場では、稟議書の承認、設備投資の決裁、不良品の報告回覧など、複雑な多段承認フローが日常的に発生します。これらのプロセスをkintoneでデジタル化しようとした瞬間、多くの担当者が直面するのが「設定画面の迷宮」です。 画面に並ぶのは「ステータス」「アクション」「プロセス」「作業者」といったシステム用語ばかり。現場で使っている「稟議」「回覧」「差し戻し」「承認」といった親しみやすい言葉とは、まるで別世界の概念に見えてしまいます。この言葉の壁が、設定作業を数時間にも及ぶ苦行に変えているのです。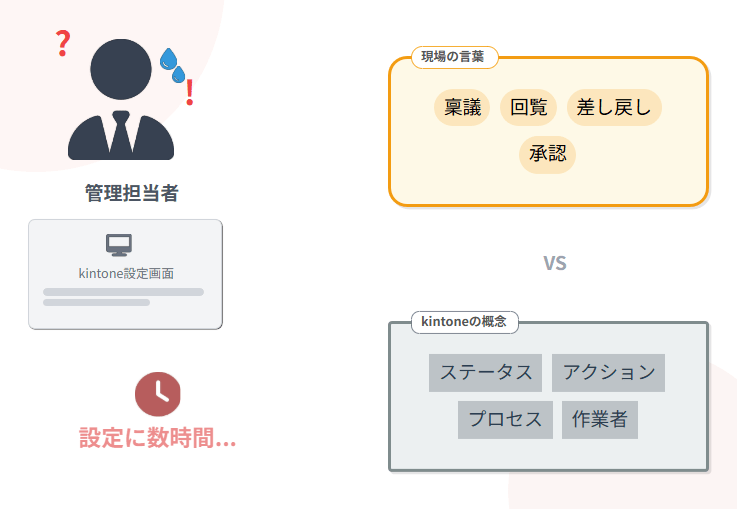 しかし2025年、この状況を一変させる機能が登場しました。それがkintoneが提供する「プロセス管理設定AI」です。
厳密な構文やロジックを理解せずとも、自然言語で業務の要件を伝えるだけで、AIが自動的にkintoneの論理構造へと翻訳してくれます。もう設定画面と格闘する必要はありません。
しかし2025年、この状況を一変させる機能が登場しました。それがkintoneが提供する「プロセス管理設定AI」です。
厳密な構文やロジックを理解せずとも、自然言語で業務の要件を伝えるだけで、AIが自動的にkintoneの論理構造へと翻訳してくれます。もう設定画面と格闘する必要はありません。
AIに「経路」を作らせてから人間が調整すれば秒速でプロセスを設定できる!
kintone AIラボの「プロセス管理設定AI」は、承認フローの骨組み作りにおいて最強のツールです。あなたが「申請者→課長→部長→完了」という経路を伝えれば、AIは瞬時にステータスとアクションを生成してくれます。 しかしここで重要な事実があります。AIは「経路を作ること」には極めて優れていますが、「ロジック」を構築することはできません。具体的には、金額に応じた分岐条件(例:「100万円以上なら部長承認へ」)や、特定の部署だけに限定した権限設定などは、人間が手動で設定する必要があるのです。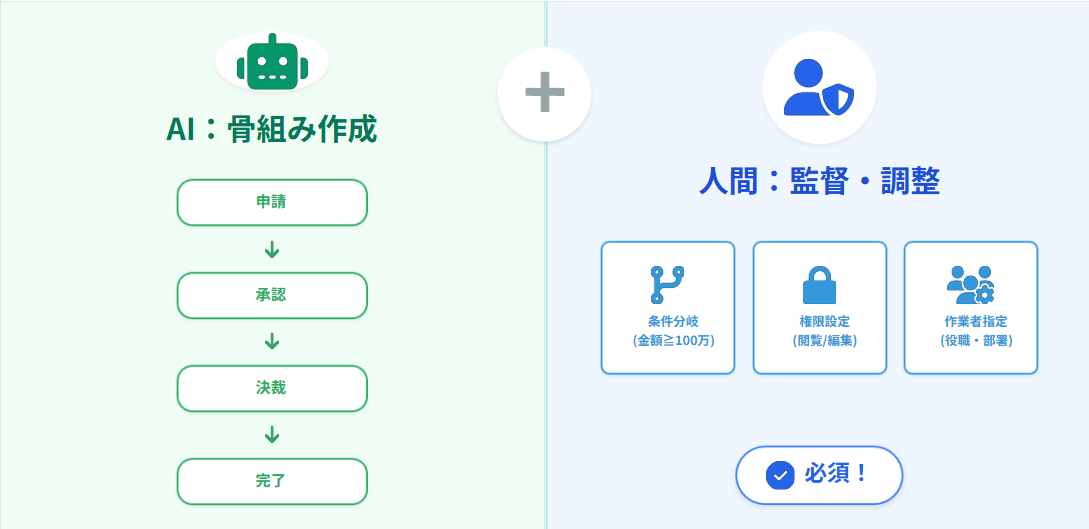 この役割分担を理解すれば、プロセス設定は驚くほどシンプルになります。AIには経路を作らせて、あなたは「監督」として条件設定や権限調整といった最終調整に集中するのです。これにより、従来なら数時間かかっていた設定作業が、わずか数分で完了します。
AIにハンドルを握らせてはいけません。あなたが監督として、AIが出してきた下書きを正しく調整することに注力してください。それが最も早く、確実にDXを実現する近道です。
この役割分担を理解すれば、プロセス設定は驚くほどシンプルになります。AIには経路を作らせて、あなたは「監督」として条件設定や権限調整といった最終調整に集中するのです。これにより、従来なら数時間かかっていた設定作業が、わずか数分で完了します。
AIにハンドルを握らせてはいけません。あなたが監督として、AIが出してきた下書きを正しく調整することに注力してください。それが最も早く、確実にDXを実現する近道です。
kintoneプロセス管理設定AIの設定方法と使い方
プロセス管理設定AIを「有効化」する方法
プロセス管理設定AIを使用する前に、管理者による有効化作業が必要です。この設定は一度行えば、以降は現場担当者が自由に利用できます。 有効化の手順 まず、kintoneのAI管理画面を開きます。画面右上の歯車アイコンをクリックし、「kintone AI管理」を選択してください。この項目が表示されない場合は、システム管理権限が無いか、契約プランを確認する必要があります。(kintoneのスタンダードコース以上の契約が必要)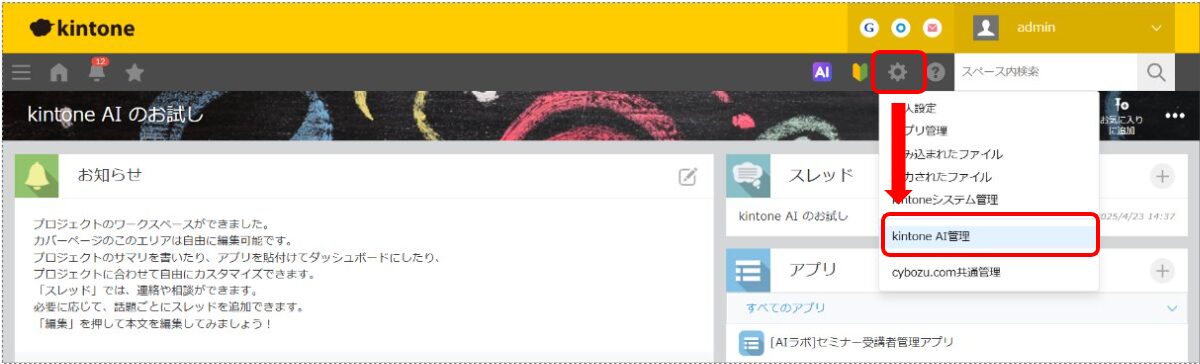 「kintone AI管理」の設定画面に入ったら、「kintone AIの有効化」のチェックボックスをONにします。
「kintone AI管理」の設定画面に入ったら、「kintone AIの有効化」のチェックボックスをONにします。
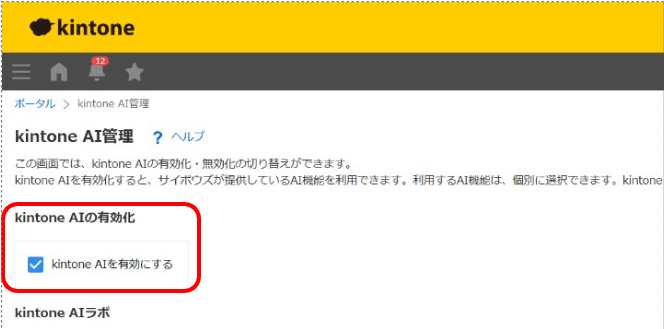 そして「プロセス管理設定AI」の項目を探し、チェックボックスをONにします。これでプロセス管理設定AIが使用可能になります。
そして「プロセス管理設定AI」の項目を探し、チェックボックスをONにします。これでプロセス管理設定AIが使用可能になります。
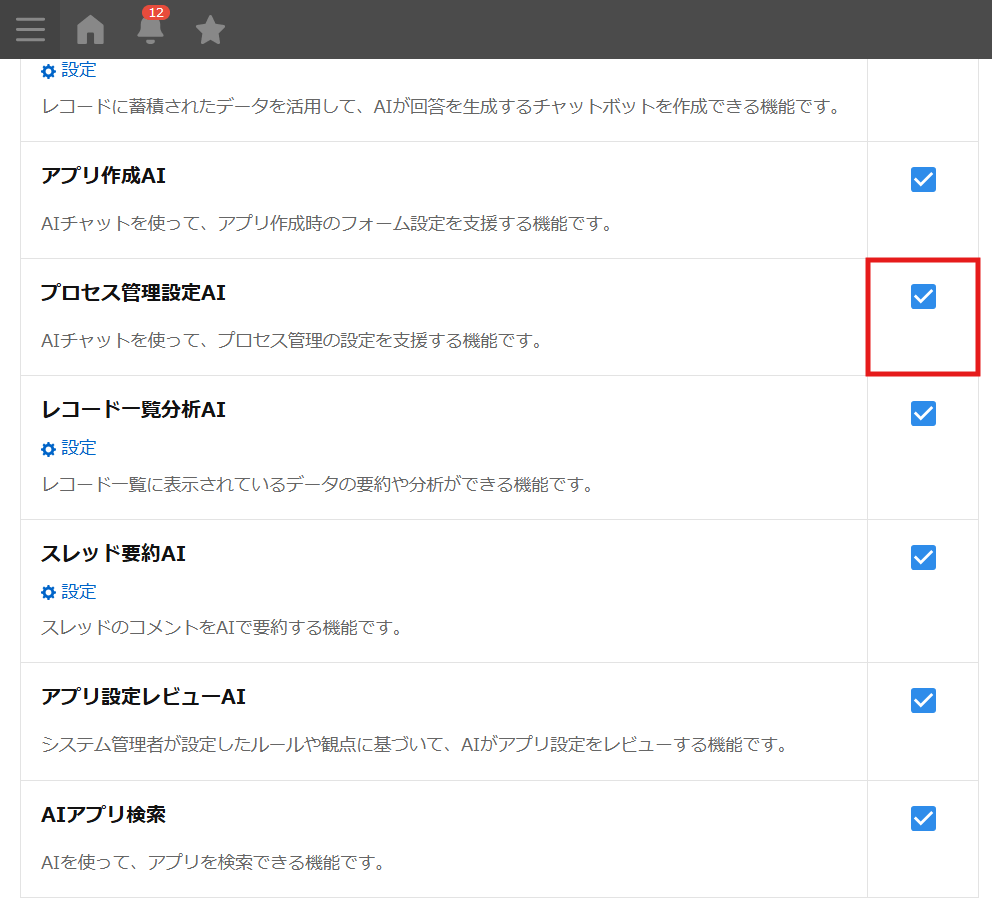 この作業は通常3分程度で完了します。一度設定すれば、以降は現場の担当者が個別に有効化作業を行う必要はありません。
※組織間のアクセス権設定によっては、一部のユーザーが利用できない場合があります。必要に応じて、利用範囲を調整してください。
この作業は通常3分程度で完了します。一度設定すれば、以降は現場の担当者が個別に有効化作業を行う必要はありません。
※組織間のアクセス権設定によっては、一部のユーザーが利用できない場合があります。必要に応じて、利用範囲を調整してください。
kintoneアプリ画面内での実際の使い方
管理者による有効化が完了したら、現場担当者は自分のアプリでプロセス管理設定AIを使用できます。ここでは、実際の操作手順を説明します。 プロセス管理設定AIへの到達経路 まず、対象となるアプリを開きます。画面右上の歯車アイコンから「アプリの設定」を選択してください。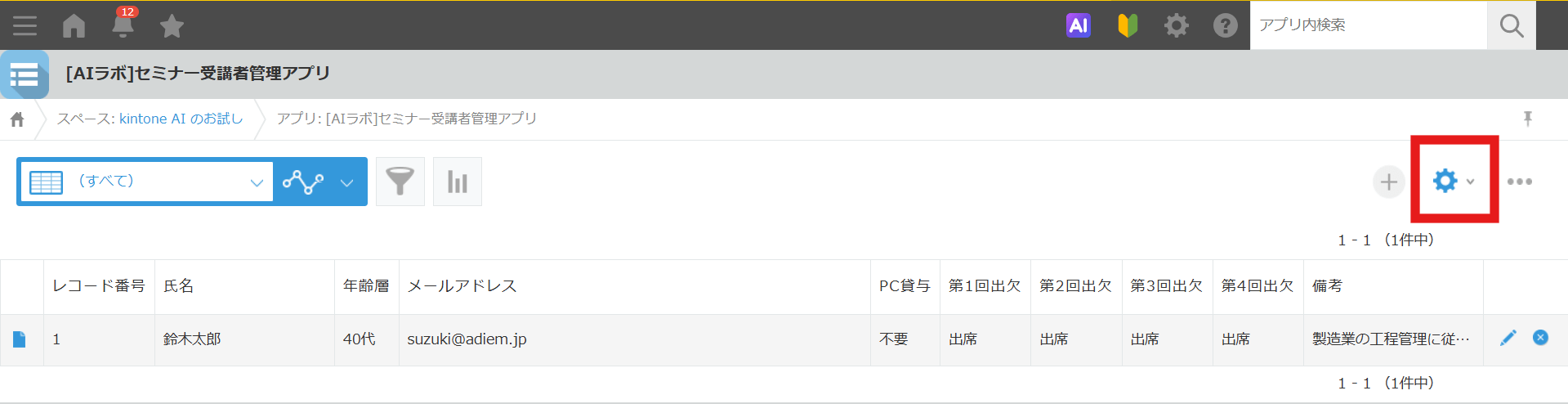 設定画面の左側メニューから「プロセス管理」をクリックします。既にプロセス管理が設定されている場合は既存の設定が表示され、未設定の場合は新規作成画面が表示されます。
設定画面の左側メニューから「プロセス管理」をクリックします。既にプロセス管理が設定されている場合は既存の設定が表示され、未設定の場合は新規作成画面が表示されます。
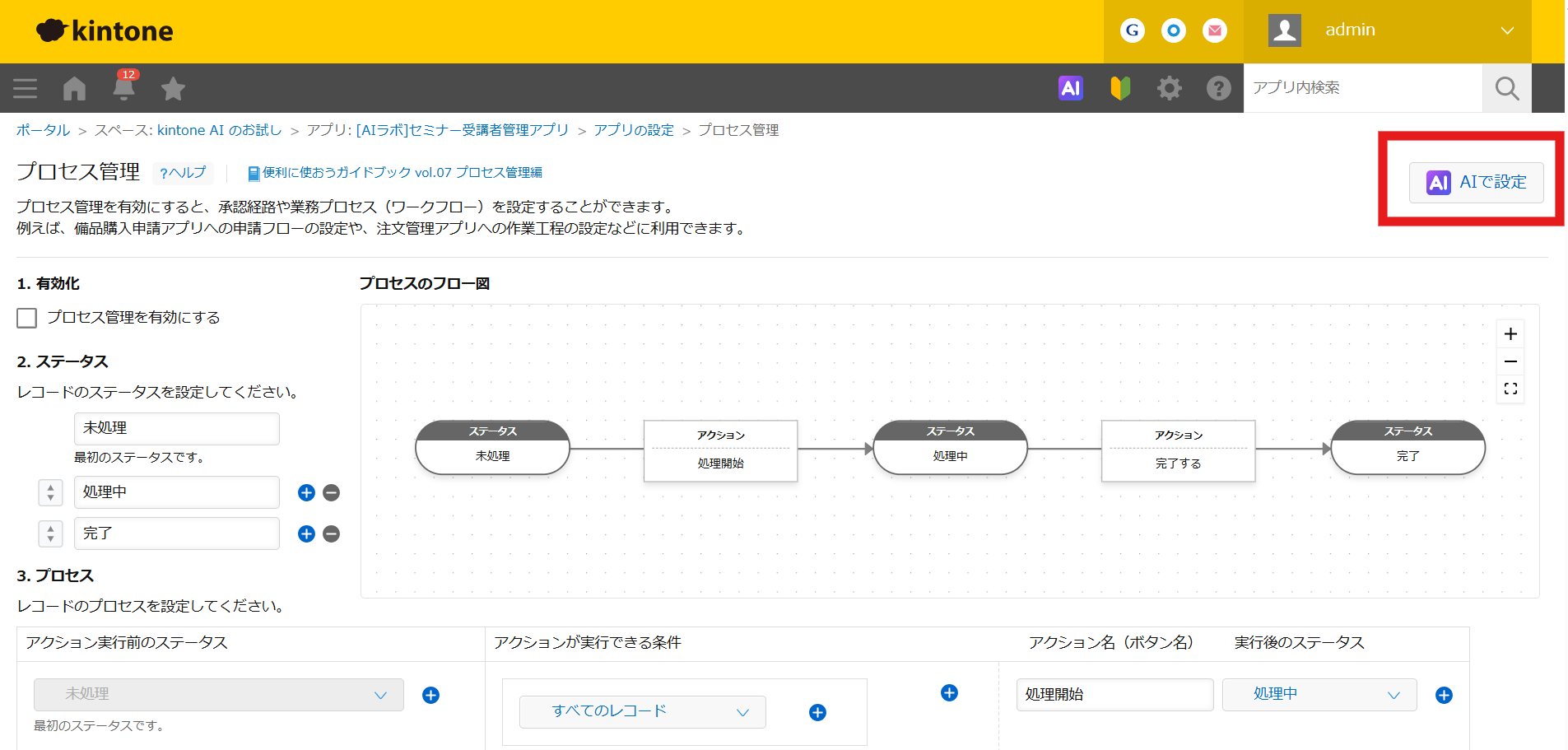
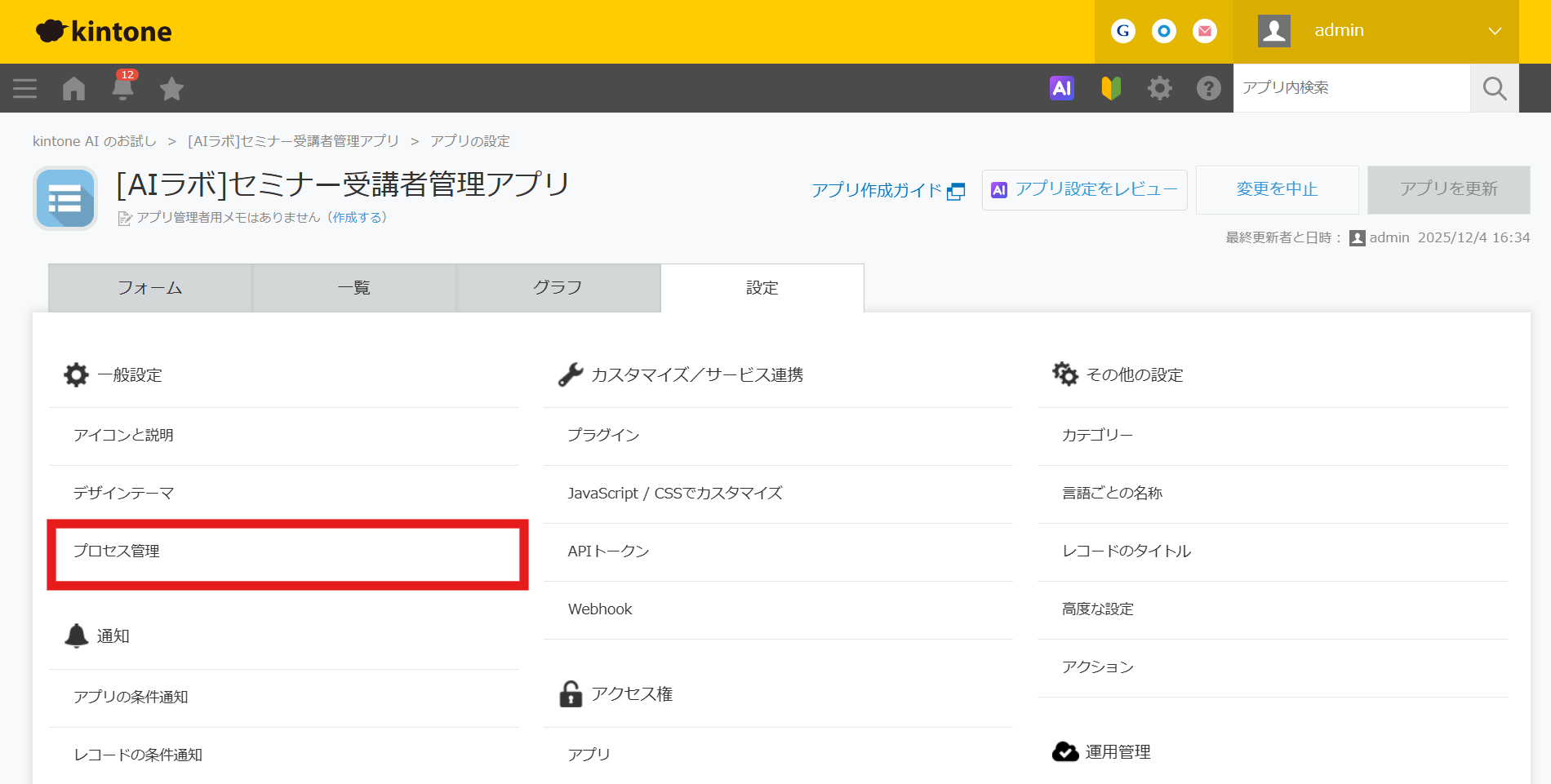 すると、プロセス管理の設定画面内に「AIで設定」のボタンが表示されています。このボタンが表示されない場合は、管理者による有効化が完了していない可能性があります。
すると、プロセス管理の設定画面内に「AIで設定」のボタンが表示されています。このボタンが表示されない場合は、管理者による有効化が完了していない可能性があります。
 設定に関する詳細は、kintone公式のヘルプページをご覧ください。
https://jp.kintone.help/k/ja/ai/assist_process
骨組み作成に集中した基本手順
「プロセス管理設定AI」ボタンをクリックすると、チャット形式の画面が開きます。ここで、あなたの業務フローを文章で伝えてください。
AIから確認事項としていくつか質問されるので、対話を進めてフローを作成します。
設定に関する詳細は、kintone公式のヘルプページをご覧ください。
https://jp.kintone.help/k/ja/ai/assist_process
骨組み作成に集中した基本手順
「プロセス管理設定AI」ボタンをクリックすると、チャット形式の画面が開きます。ここで、あなたの業務フローを文章で伝えてください。
AIから確認事項としていくつか質問されるので、対話を進めてフローを作成します。
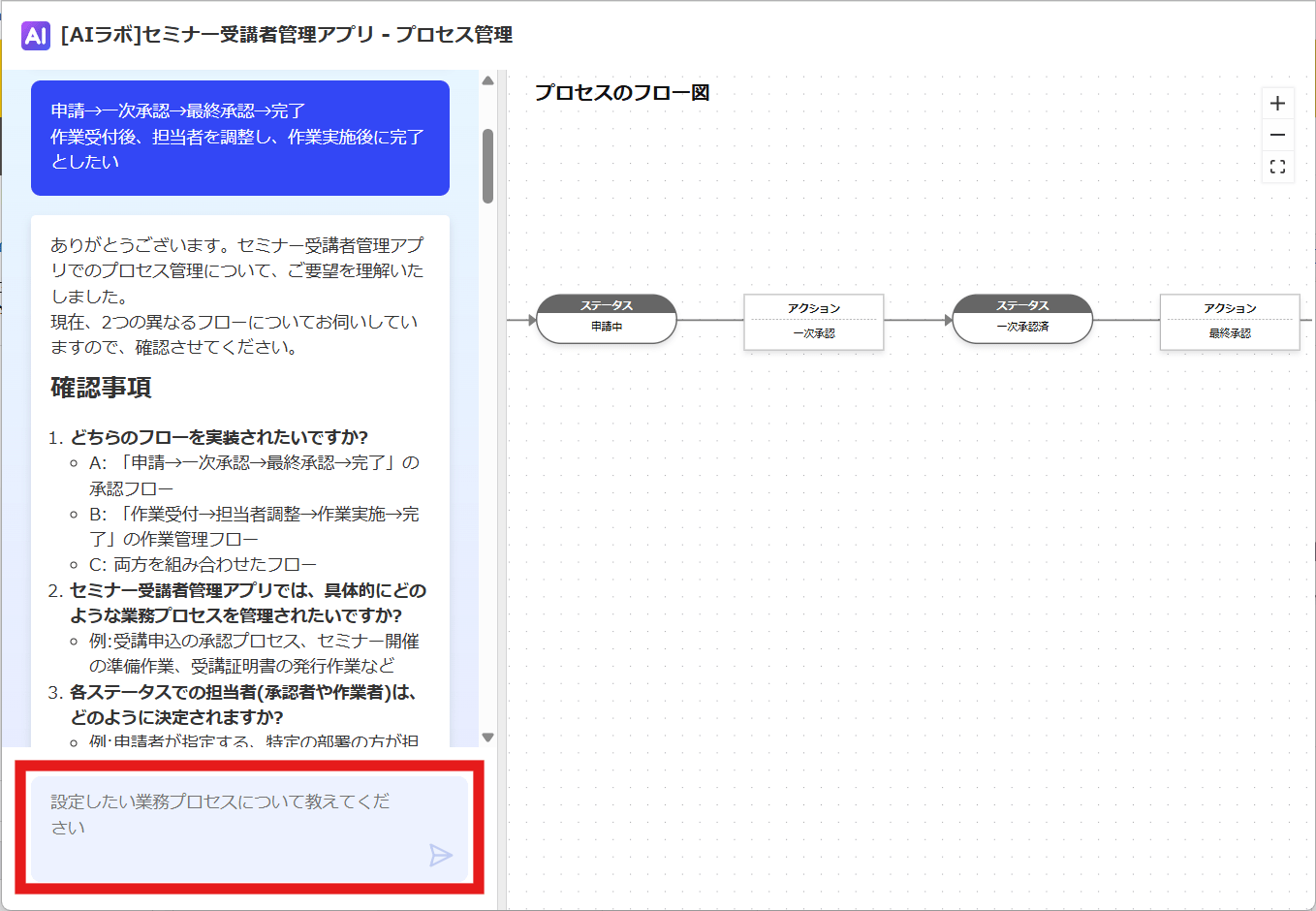 例えば、「申請者が申請し、部署長が承認し、経理が最終確認して完了となるフローを作成してください。各段階で差し戻しができるようにしてください。」といった具合です。重要なのは「誰が何をするか」を明確に伝えることです。
AIが処理を完了すると、ステータス(申請、承認中、確認中、完了など)とアクション(申請する、承認する、差し戻すなど)が自動生成されます。生成された内容を確認し、基本的な経路が正しければ、いったん保存してください。
例えば、「申請者が申請し、部署長が承認し、経理が最終確認して完了となるフローを作成してください。各段階で差し戻しができるようにしてください。」といった具合です。重要なのは「誰が何をするか」を明確に伝えることです。
AIが処理を完了すると、ステータス(申請、承認中、確認中、完了など)とアクション(申請する、承認する、差し戻すなど)が自動生成されます。生成された内容を確認し、基本的な経路が正しければ、いったん保存してください。
AI任せの設定は「承認エラー」や「泥沼の修正」を引き起こす
AIに丸投げすると生まれる3つのエラーパターン
 それでは、実際に多くの企業で報告されている3つの典型的なエラーパターンを見ていきましょう。
それでは、実際に多くの企業で報告されている3つの典型的なエラーパターンを見ていきましょう。
- 申請者が自分を承認できる「セルフ承認」
- 差し戻された瞬間に詰む「行き止まり」のフロー
- 誰にも通知が届かない「幽霊作業者」
対話が長引くことで起きる「AIの記憶喪失」と「ロジックの限界」
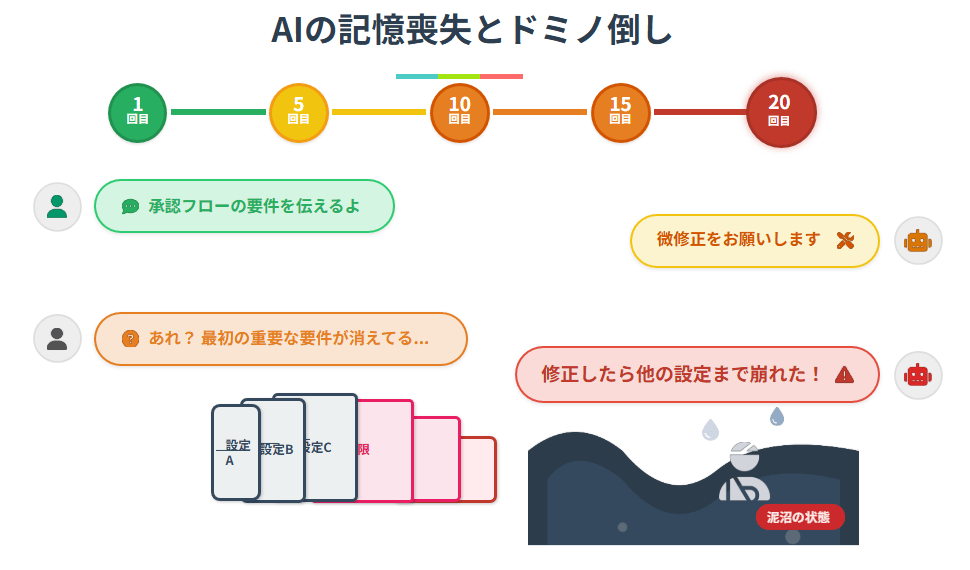 AIとの対話を重ねて修正を繰り返すと、さらに深刻な問題が発生します。それが「文脈の混乱」と「ドミノ倒し的なエラー」です。
AIとの対話を重ねて修正を繰り返すと、さらに深刻な問題が発生します。それが「文脈の混乱」と「ドミノ倒し的なエラー」です。
- 文脈の混乱
- ドミノ倒し的なエラー
AIが混乱した時は「リセット」!泥沼の修正より一発生成を狙おう
kintoneの「1セッション20回」という対話制限の壁
システム上の制約として、AIとの対話は1セッションあたり20回までという明確な制限があります。この制限を知らずに修正を繰り返していると、肝心な仕上げの段階で制限に達してしまい、作業が中断されるリスクがあります。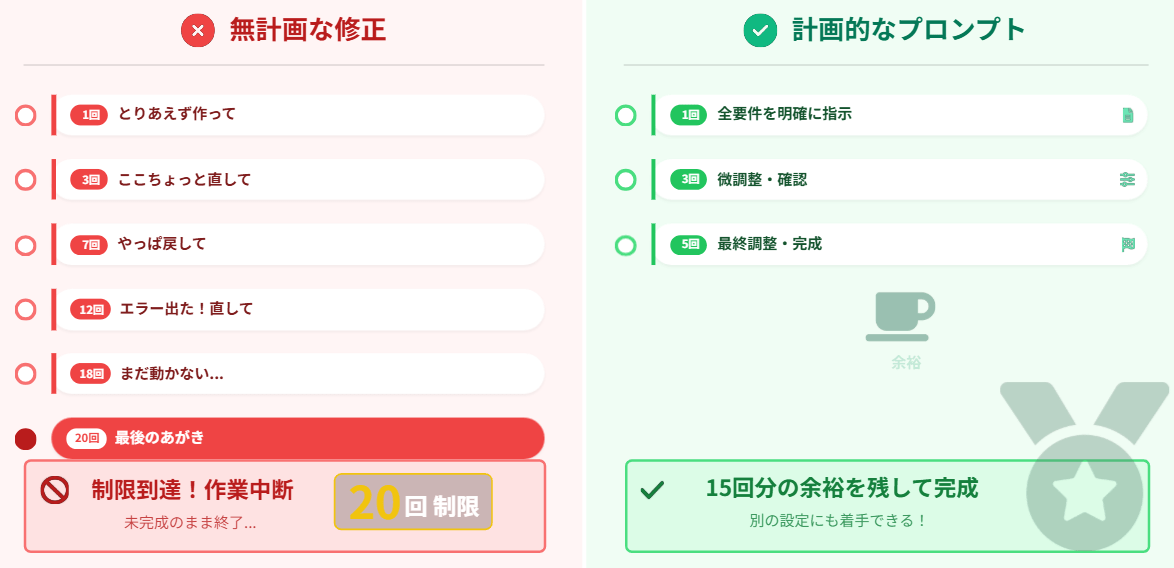 何度も「ちょっとここを直して」「もう一度変更して」と指示を重ねる行き当たりばったりな修正スタイルでは、20回という制限はあっという間に消費されてしまいます。
この回数制限の中で実用的なフローを作るには、「計画的なプロンプト」が重要になります。無計画な修正を繰り返すのではなく、戦略的に手数を減らすアプローチが求められているのです。
何度も「ちょっとここを直して」「もう一度変更して」と指示を重ねる行き当たりばったりな修正スタイルでは、20回という制限はあっという間に消費されてしまいます。
この回数制限の中で実用的なフローを作るには、「計画的なプロンプト」が重要になります。無計画な修正を繰り返すのではなく、戦略的に手数を減らすアプローチが求められているのです。
リセットボタンとプロンプトの工夫で、手数を少なく生成するのが大切
 また、複雑なフローを指示してAIが混乱した場合は、無理に修正を重ねるのではなく、一度リセットボタンで対話を初期化することが推奨されます。リセットにより、AIの記憶をクリアな状態に戻すことができます。
ここで重要なのが、失敗した対話から得た反省を活かすことです。最初の試行で「この指示が足りなかった」「この表現が曖昧だった」という点を把握し、それらを全て盛り込んだ洗練されたプロンプトを作成します。そして、その完璧な指示書をAIに渡して一発で理想に近い形を出力させるのです。この戦略を「One-Shot Generation(ワンショット生成)」と呼びます。
また、AIに複数の案を比較させることも有効です。例えば、「安全性を最優先したフロー」と「スピードを最優先したフロー」の2案を出力させ、人間が最終的に選択します。AIに丸投げするのではなく、あなた自身が選択権を持つことが重要です。
実務者としての心得は、「AIに少しずつ教えて育てる」のではなく、**「完璧な指示書を渡して一気に作らせる」**ことです。この方が、最終的な設定工数は大幅に短縮できます。AIは教育する対象ではなく、明確な指示を待っているツールなのです。
また、複雑なフローを指示してAIが混乱した場合は、無理に修正を重ねるのではなく、一度リセットボタンで対話を初期化することが推奨されます。リセットにより、AIの記憶をクリアな状態に戻すことができます。
ここで重要なのが、失敗した対話から得た反省を活かすことです。最初の試行で「この指示が足りなかった」「この表現が曖昧だった」という点を把握し、それらを全て盛り込んだ洗練されたプロンプトを作成します。そして、その完璧な指示書をAIに渡して一発で理想に近い形を出力させるのです。この戦略を「One-Shot Generation(ワンショット生成)」と呼びます。
また、AIに複数の案を比較させることも有効です。例えば、「安全性を最優先したフロー」と「スピードを最優先したフロー」の2案を出力させ、人間が最終的に選択します。AIに丸投げするのではなく、あなた自身が選択権を持つことが重要です。
実務者としての心得は、「AIに少しずつ教えて育てる」のではなく、**「完璧な指示書を渡して一気に作らせる」**ことです。この方が、最終的な設定工数は大幅に短縮できます。AIは教育する対象ではなく、明確な指示を待っているツールなのです。
工数を8割削減する「プロンプトエンジニアリング」と人間による「仕上げ」術
AIに「自己添削」をさせる魔法のフレーズ
AIの出力精度を劇的に上げる方法があります。それが「自己添削プロンプト」です。AIに対して、**「出力前に論理矛盾を3点指摘し、修正せよ」**という指示を加えるだけで、生成される設定の品質が大きく向上します。 このテクニックの仕組みは単純です。AIに一度生成させてから人間がチェックするのではなく、AI自身に内部でチェックと修正を行わせてから最終案を提示させるのです。これにより、明らかな矛盾やエラーが事前に取り除かれた状態で設定が出力されます。 具体的なプロンプトの例を示します。「以下の承認フローを作成してください。申請者が申請し、課長が承認し、部長が最終決裁を行い、完了となるフローです。出力前に、あなた自身で論理矛盾を3点指摘し、それらを修正した上で最終案を提示してください。」このように、通常の指示の最後に自己添削の指示を追加するだけです。通常のプロンプトでは精度が60%程度だったものが、自己添削プロンプトを使うことで90%以上の精度に向上します。この魔法のフレーズは、あなたがすぐにコピーして使える実践的なテクニックです。
実用的なプロンプトテンプレート
実務で即座に活用できる3つのプロンプトパターンを紹介します。それぞれのパターンは、業務フローの特性に応じて使い分けることができます。- パターンA:基本の直線型フロー
「申請者が申請し、課長が承認し、最終的に経理が確認して完了となるフローを作成してください。各段階で差し戻しができるようにしてください。」このプロンプトのポイントは、「誰が」「何を」「どうする」を明確に主語と述語で伝えることです。また、差し戻しの有無を明示することで、双方向のフロー設計をAIに指示できます。
- パターンB:分岐あり(骨組みのみ)の設定
「金額によって『課長決裁』と『部長決裁』に分岐するルートを作ってください。条件設定は後で行うので、まずはステータスとルートを作成してください。」このプロンプトの重要なポイントは、「条件設定は後で行う」と明示することです。AIは条件分岐のロジック(金額が100万円以上など)を自動設定できないため、最初から骨組みのみの作成を指示することで、余計な混乱を防ぎます。
- パターンC:フィールド指定による動的な作業者設定
「承認者の作業者は、フォーム内の『承認者』フィールド(ユーザー選択)を使用してください。」このプロンプトでは、具体的なフィールド名とその型(ユーザー選択)を明示することがポイントです。AIはフィールドの存在を前提に設定を行うため、事前にアプリ内にフィールドが作成されている必要があります。 これらのテンプレートは、あなたの業務に合わせてそのままコピーして使用できます。各パターンの特性を理解し、適切に使い分けることで、効率的なプロセス設定が実現します。
kintone内の「条件分岐」と「作業者の紐付け」は人間が仕上げる
AIが生成した設定は、あくまで下書きです。業務で実際に使用するためには、人間による仕上げ作業が不可欠です。以下の2つのステップを必ず実行してください。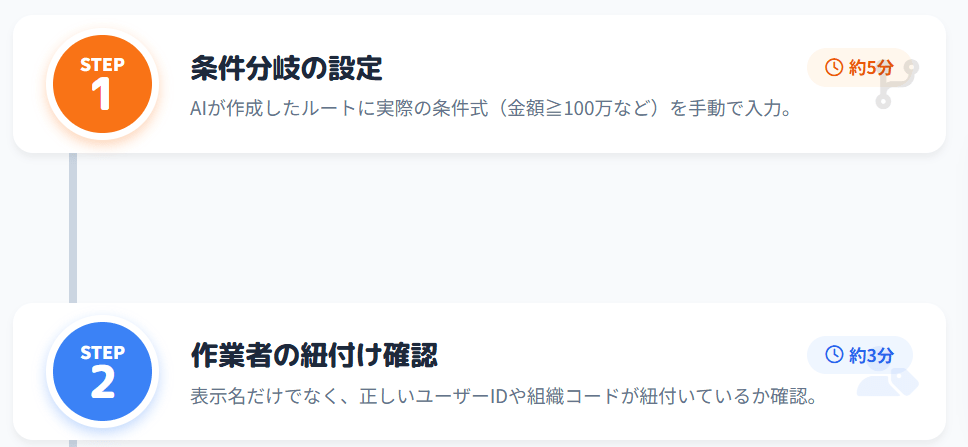
- ステップ1:条件分岐の設定(所要時間:約5分)
- ステップ2:作業者の紐付け確認(所要時間:約3分)
kintoneのAIを使いこなし、管理業務を効率化しよう
 kintoneのプロセス管理設定AIは、決して「魔法の杖」ではありません。しかし、最強の「ドラフト作成ツール」であることは間違いありません。
重要なのは、AIと人間の役割分担を明確に理解することです。AIには経路の作成を任せ、人間は条件分岐や権限設定に専念します。これにより従来なら数時間かかっていた設定作業が、わずか数分で完了するのです。
AIは全自動ツールではなく、批判的なパートナーです。AIが出してきた下書きを精査し、最終的な判断を下すことで、承認フローを素早く構築していきましょう。
[cta]
"
["post_title"]=>
string(102) "kintoneの「プロセス管理設定AI」で承認フローを秒速で構築する方法を解説!"
["post_excerpt"]=>
string(0) ""
["post_status"]=>
string(7) "publish"
["comment_status"]=>
string(6) "closed"
["ping_status"]=>
string(6) "closed"
["post_password"]=>
string(0) ""
["post_name"]=>
string(26) "kintone-process-setting-ai"
["to_ping"]=>
string(0) ""
["pinged"]=>
string(0) ""
["post_modified"]=>
string(19) "2026-01-15 17:47:35"
["post_modified_gmt"]=>
string(19) "2026-01-15 08:47:35"
["post_content_filtered"]=>
string(0) ""
["post_parent"]=>
int(0)
["guid"]=>
string(45) "https://adiem.jp/?post_type=blog&p=15787"
["menu_order"]=>
int(0)
["post_type"]=>
string(4) "blog"
["post_mime_type"]=>
string(0) ""
["comment_count"]=>
string(1) "0"
["filter"]=>
string(3) "raw"
}
[9]=>
object(WP_Post)#4815 (24) {
["ID"]=>
int(15639)
["post_author"]=>
string(2) "14"
["post_date"]=>
string(19) "2026-01-09 12:00:06"
["post_date_gmt"]=>
string(19) "2026-01-09 03:00:06"
["post_content"]=>
string(10585) "
kintoneのプロセス管理設定AIは、決して「魔法の杖」ではありません。しかし、最強の「ドラフト作成ツール」であることは間違いありません。
重要なのは、AIと人間の役割分担を明確に理解することです。AIには経路の作成を任せ、人間は条件分岐や権限設定に専念します。これにより従来なら数時間かかっていた設定作業が、わずか数分で完了するのです。
AIは全自動ツールではなく、批判的なパートナーです。AIが出してきた下書きを精査し、最終的な判断を下すことで、承認フローを素早く構築していきましょう。
[cta]
"
["post_title"]=>
string(102) "kintoneの「プロセス管理設定AI」で承認フローを秒速で構築する方法を解説!"
["post_excerpt"]=>
string(0) ""
["post_status"]=>
string(7) "publish"
["comment_status"]=>
string(6) "closed"
["ping_status"]=>
string(6) "closed"
["post_password"]=>
string(0) ""
["post_name"]=>
string(26) "kintone-process-setting-ai"
["to_ping"]=>
string(0) ""
["pinged"]=>
string(0) ""
["post_modified"]=>
string(19) "2026-01-15 17:47:35"
["post_modified_gmt"]=>
string(19) "2026-01-15 08:47:35"
["post_content_filtered"]=>
string(0) ""
["post_parent"]=>
int(0)
["guid"]=>
string(45) "https://adiem.jp/?post_type=blog&p=15787"
["menu_order"]=>
int(0)
["post_type"]=>
string(4) "blog"
["post_mime_type"]=>
string(0) ""
["comment_count"]=>
string(1) "0"
["filter"]=>
string(3) "raw"
}
[9]=>
object(WP_Post)#4815 (24) {
["ID"]=>
int(15639)
["post_author"]=>
string(2) "14"
["post_date"]=>
string(19) "2026-01-09 12:00:06"
["post_date_gmt"]=>
string(19) "2026-01-09 03:00:06"
["post_content"]=>
string(10585) " こんにちは!ジムリンです。
今回も「3人寄れば文殊の知恵オンラインTOC講座18期」の第4回講習に参加してきました。
第1回~第3回のTOC研修レポートとあわせて、ぜひご覧ください!
今回のテーマは「バッファをどこに置くか」です。
前回までの研修で、ボトルネック工程の重要性を学んだボクたち。
今回もゲーム形式で生産ラインを体験しながら、バッファの配置によって全体の流れがどう変わるのかを実感しました。
特に「バッファをどこに置くか」という点がとても興味深かったので、今回はその学びを中心にお伝えします!
こんにちは!ジムリンです。
今回も「3人寄れば文殊の知恵オンラインTOC講座18期」の第4回講習に参加してきました。
第1回~第3回のTOC研修レポートとあわせて、ぜひご覧ください!
今回のテーマは「バッファをどこに置くか」です。
前回までの研修で、ボトルネック工程の重要性を学んだボクたち。
今回もゲーム形式で生産ラインを体験しながら、バッファの配置によって全体の流れがどう変わるのかを実感しました。
特に「バッファをどこに置くか」という点がとても興味深かったので、今回はその学びを中心にお伝えします!
第4回TOC研修のテーマ:バッファをどこに置く?
第4回の研修では、これまで以上に実践的なテーマに挑戦しました。 それが「バッファ配置」です。 バッファとは、生産ラインにおける「余裕」や「在庫」のこと。 各工程の間に少し在庫を持っておくことで、前工程の遅れを吸収したり、次工程への供給を安定させたりする役割があります。 前回までの研修で、「ボトルネック工程が全体のスループットを決める」ということを学びました。 そして今回「どこにバッファを置くかで、生産ラインの流れが大きく変わる」 ということを教えていただきました。 つまり、バッファの配置がスループットに関係してくるわけですね。 第4回のゲームでは、いつもは各工程に4つずつ配置されていたバッファを、自分たちで自由に配置できるルール。 では、ボトルネック工程をうまく活かすために、バッファはどこに置けばいいのでしょうか?バッファはボトルネック工程の前にも置け!
第4回を通じてボクが学んだこと、 それは…… バッファはボトルネック工程の前にも置け! ということです(゚Д゚) 最初、ボクたちは「最終工程にバッファを置けばうまくいく」と考えました。 前回の研修で、最終工程で商品が足りなくなって残業が発生していたからです。 だから今回は、バッファを最終工程に集中させる作戦を立てました。 しかし、結果は散々! ものすごい残業が発生してしまったんです(;'∀') 最終工程にバッファがあっても、ボトルネック工程の前にバッファがないと、全体の流れが止まってしまう。 それを痛感した瞬間でした。大切なのはボトルネック工程をスムーズに流すこと
なぜ、最終工程だけにバッファを置いてもダメだったのでしょうか? それは、ボトルネック工程が止まると、全体のスループットが落ちるからです。 ボトルネック工程は、生産ライン全体の制約です。 ここが止まってしまうと、いくらほかの工程が速くても、全体の生産量は増えません。 つまり、バッファの本当の役割は「遅れを吸収する」ことではなく、「制約工程を止めないための仕組み」だったんです! 最終工程にバッファがあっても、ボトルネック工程が材料不足で止まってしまえば、結局全体が遅れてしまいます。 逆に、ボトルネック工程の前にバッファがあれば、前工程の遅れがあってもボトルネック工程は止まらず、スムーズに稼働し続けられます。 これによって、全体最適を維持できるんですね。 ボクは「バッファ=遅れを吸収するもの」だと思っていましたが、実は「制約を守り、活かすためのもの」だったんです。 この視点の転換が、今回の最大の学びでした!ゲームで確認できたバッファ配置の効果とは?
では、実際にゲームでどんなことが起きたのか、詳しくお話しします。 今回のゲームも、これまでと同じく生産ラインを模したもの。 各工程を担当する人が、材料を加工して次の工程に渡していきます。 ただし今回は、各工程の間に置くバッファを自由に配置できるルールになっていました。 ボクたちチームは、前回までの経験を踏まえて、作戦会議を開きました。バッファは最終工程に配置しよう!
「前回は、最終工程で商品が足りなくなって残業が発生したよね」 「だったら、今回はバッファを最終工程に全振りすればいいんじゃない?」 「そうだね!最終工程にバッファがあれば、商品が足りなくなったときにリカバリーできるはず!」 みんなで相談した結果、ボクたちはバッファを最終工程に集約する作戦を立てました。 いつもは各工程に4つずつ配置されていたバッファを、すべて最終工程に移動させたんです。 「これはうまくいくやろ!(^^)!」 ボクは自信満々でした。 ゲームがスタート。 1週目は順調に進みます。 最終工程にバッファがあるおかげで、少し遅れが出ても問題なく納品できました。 「やっぱりこの作戦、正解だったね!」 ボクたちは喜んでいました。雲行きが怪しくなってきた2週目
2週目に入っても、最初は順調でした。 しかし、途中で異変が起きます。 「あれ?最終工程のバッファがもうない!?」 「うそでしょ!?」 ボクたちの頭を不安がよぎります。 「え。これやばいかも。」 前工程から商品が届くのが遅れていて、最終工程で待ちぼうけ状態。 バッファはすでに使い切ってしまっています。 このままでは納品が間に合わない! ついに始まる残業……。 「もっと急いで!」 「間に合わせないと!」 チーム全体が焦りに包まれました(;´Д`)あれ!?今までで一番残業が多いぞ!?
なんとか納品は完了しました。 リードタイムも短くなり、単価も上がりました。 当然、売上もかなり伸びています。 「やった!売上最高記録だ!」 ボクたちは一瞬喜びました。 しかし、残業時間を見て愕然とします。 残業時間:22時間- 1回目:0時間
- 2回目:6時間
- 3回目:6時間
- 4回目(今回):22時間
もしかしてボトルネックの前にもバッファを置くべきだった?
ゲーム終了後、みんなで振り返りをしました。 「なんで最終工程にバッファを全振りしたのに、こんなに残業が増えたんだろう?」 「最終工程は守れたけど、途中で何度もラインが止まってたよね」 「あ、もしかして……」 ひとりのメンバーが気づきます。 「いやこれ、ボトルネック工程の前にもバッファ置いたほうがよかったかも」 「たしかに!」 ボクたちは納得しました。 最終工程にバッファを集めても、ボトルネック工程が止まってしまえば、全体の流れが滞ってしまう。 結局、最終工程でリカバリーするために大量の残業が発生したんです。 最終工程にバッファを集めてもダメ。ボトルネック工程の前にも必要。 ゲームを通じてこれを痛感しました(;'∀') 自社で応用するなら、「出荷工程を守る」よりも「最も負荷の高い工程を止めない設計」が大切なんですね。 ボトルネック工程をスムーズに流すことが、全体最適につながるってことだ!【教訓】ボトルネックを止めない設計がカギを握る
今回の研修で学んだのは、こういうことです。 制約を排除しようとするのではなく、制約を守り活かすことが全体最適につながる。 そのためには、ボトルネックを中心に考えることが大切です。 つまり、ボトルネック工程の稼働率が100%になるような設計を目指すべきなんです。 これを実現するために、ボトルネック工程の前後にバッファを置くのがよいと学びました。 ボトルネックの前にバッファがあれば、前工程の遅れがあってもボトルネック工程は止まりません。 ボトルネックの後ろにバッファがあれば、後工程の遅れがあってもボトルネック工程は影響を受けません。 こうして、ボトルネック工程を守ることで、全体のスループットを最大化できるんですね。 ボクは「バッファは最終工程に集めれば大丈夫」だと思っていましたが、本当に大切なのは「ボトルネックを止めない」という視点だったんです(; ・`д・´) この学びを、ボクが作っている生産管理システムにも活かしていきたいと思います! 次回が最後の研修です。お楽しみに! " ["post_title"]=> string(118) "ジムリンがゆく!第4回TOC研修|最終工程に余裕があってもダメ!?重要なのは○○の前" ["post_excerpt"]=> string(0) "" ["post_status"]=> string(7) "publish" ["comment_status"]=> string(6) "closed" ["ping_status"]=> string(6) "closed" ["post_password"]=> string(0) "" ["post_name"]=> string(10) "toc-buffer" ["to_ping"]=> string(0) "" ["pinged"]=> string(0) "" ["post_modified"]=> string(19) "2026-03-20 14:25:31" ["post_modified_gmt"]=> string(19) "2026-03-20 05:25:31" ["post_content_filtered"]=> string(0) "" ["post_parent"]=> int(0) ["guid"]=> string(45) "https://adiem.jp/?post_type=blog&p=15639" ["menu_order"]=> int(0) ["post_type"]=> string(4) "blog" ["post_mime_type"]=> string(0) "" ["comment_count"]=> string(1) "0" ["filter"]=> string(3) "raw" } } ["post_count"]=> int(10) ["current_post"]=> int(-1) ["before_loop"]=> bool(true) ["in_the_loop"]=> bool(false) ["post"]=> object(WP_Post)#4780 (24) { ["ID"]=> int(16498) ["post_author"]=> string(2) "14" ["post_date"]=> string(19) "2026-03-20 12:09:34" ["post_date_gmt"]=> string(19) "2026-03-20 03:09:34" ["post_content"]=> string(19454) "中小製造業で総務を担当しているジムリンと申します(*^-^*)!
ただの総務なのに気づいたらkintoneのアプリ構築まで兼任することになり、毎日バタバタしながら過ごしています。
製造業のことはまだまだ勉強中で、現場のみなさんに助けてもらいながら日々なんとかやっているような状態です(゚Д゚;)
今日は、そんなボクのもとに届いた相談について紹介しようと思います。
テーマは「工程管理システムの選び方」。
話を聞いていくうちに、選び方にはこんな切り口もあるんだと気づかされた、そんな経緯を紹介します。
工程管理システムを探しているのに……種類が多すぎて自社に合うものが選べない!
ある日、他社で製造現場のお仕事をされているBさんからDMが届きました。
「ジムリンさん、kintoneとか工程管理に詳しいって聞いたので、ご連絡しました。
工程管理システムを探してるんですけど、種類が多すぎてどれが自社に合うか全然わからなくて……相談に乗ってもらえますか?」
詳しいかどうかは微妙なところなんですが(;'∀')
「もちろんです!」とお答えして、まずBさんの状況を聞かせてもらいました。
今はどんな方法で工程管理をされていますか?
「ずっとエクセルで管理してきたんですけど、そろそろ専用のシステムに変えたほうがいいかなって思ったんですよ。
それで調べてみたんですが、出てくる出てくる……。
製造業向けで探してみても、どれも説明が難しくて、判断できなくて……。」
カタログとか取り寄せてみましたか?
「取り寄せたんですけど、字がいっぱいで難しいし、値段も高いし(゚Д゚;)
そもそもどうやって選べばいいか全然わからなくて……。」
「どうやって選べばいいか全然わからない」——その一言が、ボクにとっても答えの見えない問いになりました。
工程管理システムの選び方|よくある3つの切り口
「じゃあ、どうやって選べばいいか一緒に調べてみましょう!」
調べてみると、工程管理システムを選ぶときによく挙げられる切り口が、大きく3つあるようでした。
機能で選ぶ
機能で選ぶなら、まず自社の工程で必要な機能を書き出してみるといいみたいです。
工程の見える化・スケジュール管理・進捗確認など、必要な機能を先に整理しておくと比較の軸になるらしくて。
機能が多ければいいわけじゃなくて、自社に必要な機能が揃っているかどうかが判断のポイントになるみたいです。
「わかるんですけど……機能を全部書き出すのって、そもそもどんな機能が必要かから考えないといけなくて時間がかかりそうだなーって(..;)」
価格帯で選ぶ
予算感を先に決めておくと、候補が絞れるみたいですよ。
工程管理システムって月額数千円〜数十万円まで幅が広いらしくて、月額費用・初期費用・カスタマイズ費用の3つを分けて確認しておくと、予算に合った候補が絞り込みやすくなるみたいです!
「でも相場がわからないと、高いのか安いのかも判断できないですよね?問い合わせしないと正確な価格がわからない製品もあるし、比較しにくいなあ。」
業界向けで選ぶ
製造業向けに特化したシステムも最近は増えてきているみたいで。
現場で使う機能が最初から組み込まれていることが多いらしくて、汎用のシステムよりも追加設定が少なくて済む場合もあるみたいです。
「製造業向けって調べたら、それはそれでたくさん出てきて……(..;)結局どれがいいのかわからないです。」
どれを伝えても、Bさんの「わからない」は変わらないまま。
なんと返せばいいか、言葉が出てきませんでした。
なんか……切り口の話じゃない気がする。
ボクはジョーさんのところへ向かいました。
それでも工程管理システムを選べないなら「導入形態」で考えてみよう!
ジョーさんのところへ着いて、Bさんとのやりとりをそのまま話しました。
なるほどね。機能・価格・業界向け……全部考えてみたけど、それでも答えが出ない。
それって、選ぶ前に整理できていないことがあるからだと思うよ。
選び方の前に、たしかに必要な機能は整理できてなかったかもしれないですね。
情報を得てから整理したかったのかも……。
そういう視点もあるんだけど、また違った切り口で考えてみようか。
たとえば住宅を選ぶとき、建売・注文・セミオーダーってあるよね。
工程管理システムにも、それと同じような「導入形態」の違いがあるんだよ。
工程管理システムには3つの導入形態がある
まず、住宅の3種類をイメージしてみて。
| 住宅の種類 | 特徴 |
|---|---|
| 建売住宅 | できあがっている物件を購入する |
| 注文住宅 | 要望に合わせてゼロから設計・建築する |
| セミオーダー | 標準仕様をベースに一部を自分好みに変更できる |
「ボクだったら、全部こだわりたいから注文住宅かな?
でも予算を考えたらセミオーダーもありかも。」
要望と予算のバランスで、自分に合う形態を考えられるよね。
工程管理システムにも、ちょうどこれと同じような3つの導入形態があるんだよ。
| 導入形態 | 特徴 | メリット | デメリット |
|---|---|---|---|
| パッケージ型 | 決められた機能の既製品を使う | ・コストが低い ・すぐに導入できる | ・カスタマイズできない ・自社の運用に合わない部分が出ることもある |
| フルカスタム型 | 自社仕様にあわせてオーダーメイドできる | ・自社の仕様に完全対応できる | ・コストが高い ・開発に時間がかかる |
| セミオーダー型 | 標準機能をベースに必要な機能を調整できる | ・コストと柔軟性のバランスが良い | ・カスタマイズできる範囲に制限がある ・パッケージ型よりはコストが上がる |
あ……!Bさんが取り寄せたカタログが字がいっぱいで難しくて、値段が高かったのって、フルカスタム型に近いシステムだったからかも!
「自社はどの導入形態が合っているか」が選ぶ観点になる
機能や価格などで絞り込みにくいときは、「自社はどの導入形態に近そうか」という視点で整理してみるといいよ。
なるほど……!導入形態っていう整理の仕方もあるんですね。
Bさん、機能を書き出すのが大変そうって言ってたから、型をざっくり絞ってからのほうが合いそうな気がして……。
Bさんだったら、どの型が合うんですかね?
製造業特化のセミオーダー型はどうかな?GROW工程管理っていうのがあるよ。
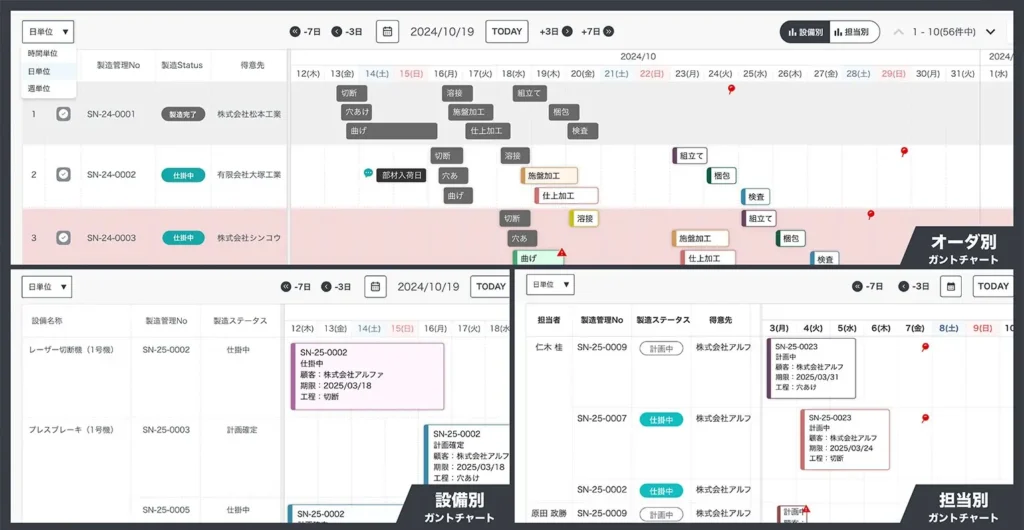
これがGROW工程管理のガントチャート画面。
こんな感じで、各案件の納期を一画面で見られるよ。
オーダー別・設備別・担当別など複数の視点で確認できて、現場スタッフがタブレットで実績を入力するとリアルタイムで反映されるのも便利だね。
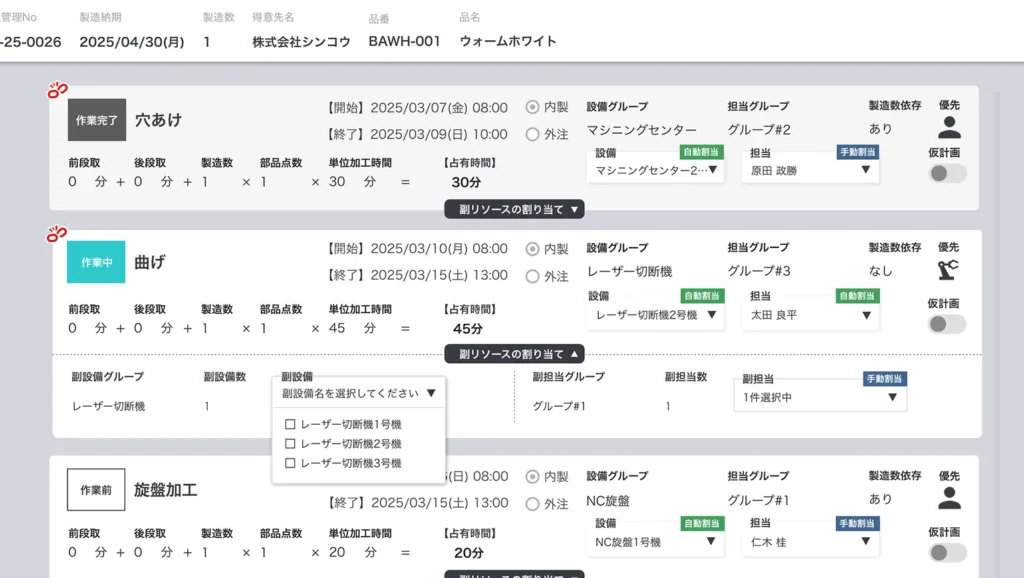
このガントチャートを作るときは、あらかじめ情報を入れておくだけで、受注・設備・担当の空き状況をもとに、負荷オーバーにならない最短納期のスケジュールを数クリックで自動生成してくれるんだ。
自動でスケジュールが組めるんですね……!
現場に聞きに行かなくても、ここで進捗が全部見えるんだ。
進捗確認のために現場に聞きに行く必要もなくなりますね……!
しかも、セミオーダーだからフルカスタムより安価。
ノーコードでカスタマイズできるkintoneだから、専任人材も不要で中小製造業に向いてるよ。
| GROW工程管理 | 従来の生産スケジューラ | |
|---|---|---|
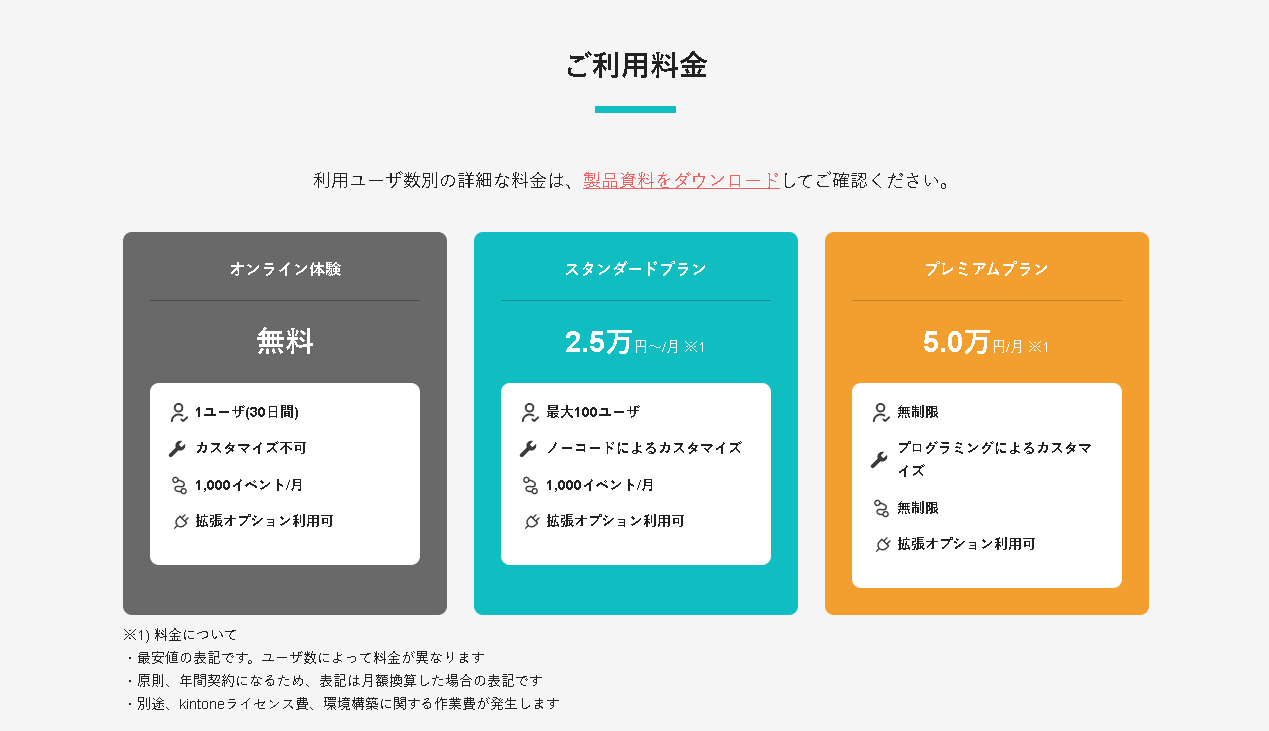
| 導入コスト | 月額2.5万円〜 | 数百万円以上が相場 |
| 専任エンジニア | 不要 | 必要 |
月額2.5万円から使えるんですか……!
これはお手軽に導入できそうですね。
導入形態の視点から工程管理システムを選んでみよう
ジョーさんのところからBさんのもとへ戻り、「導入形態」という観点について話しました。
そして、GROW工程管理を製造業特化のセミオーダー型のひとつとして紹介しました。
「たしかに、ジムリンさんがいうように、導入形態で絞り込んだ方が比較対象が少なくなりますね。
そのなかで機能や価格帯を比較してみることにします!ありがとうございます。」
今回の相談を通じて気づいたのは、工程管理システムを選ぶ切り口は、機能・価格・業界向けだけじゃないということでした。
もし今、工程管理システムを探していてどれが自社に合うか判断できないなら、「導入形態」という観点で一度整理してみるのもひとつの手かもしれません。
GROW工程管理は、製造業特化のセミオーダー型の工程管理システムです。
製造業で工程管理システムの導入を検討されているなら、ぜひ選択肢のひとつとして考えてみてください(*^-^*)
GROW工程管理について詳しく知りたい方は、連絡お待ちしています!
他のタグから探す
- 全てのタグ
- 自動化
- 関連レコード集計プラグイン
- 検索
- 会社情報調査
- 関連レコード一覧
- 絞り込み
- kintone
- kintoneプラグイン
- 関連レコード一覧集計
- 独自ルックアップ画面プラグイン
- もしもシリーズ
- 独自ルックアップ
- アプリ設計
- 一文字検索
- 生産管理システム
- ルックアップ
- ユースケース図
- 部分一致検索
- kintoneアプリ
- セミオーダー型アプリ
- TOC
- ルクックアップ
- バックアップ
- 製造業
- DBR
- テーブル
- n8n
- 展示会
- バッファ
- 複数行追加
- データ保護
- 生産スケジューラ
- Box連携プラグイン
- googleanalytics
- MCPサーバー
- GROW工程管理
- ボトルネック改善
- 育シス開発
- Claude Desktop
- CybozuDays
- セキュリティ
- 工程表
- 生成AI
- 工程管理システム
- Box
- エクエル
- draw.io
- ボトルネック
- プラグイン
- 生産計画
- ダイアグラム図
- TOC理論
- ファイル管理
- ガントチャート
- 添付ファイル
- TOC研修
- ファイル共有
- 工程管理表
- OCR
- ジムリン
- 業務改善