- ホーム
- TOC研修
タグ「TOC研修」
 こんにちは!ジムリンです。
今回も「3人寄れば文殊の知恵オンラインTOC講座18期」の第4回講習に参加してきました。
第1回~第3回のTOC研修レポートとあわせて、ぜひご覧ください!
今回のテーマは「バッファをどこに置くか」です。
前回までの研修で、ボトルネック工程の重要性を学んだボクたち。
今回もゲーム形式で生産ラインを体験しながら、バッファの配置によって全体の流れがどう変わるのかを実感しました。
特に「バッファをどこに置くか」という点がとても興味深かったので、今回はその学びを中心にお伝えします!
こんにちは!ジムリンです。
今回も「3人寄れば文殊の知恵オンラインTOC講座18期」の第4回講習に参加してきました。
第1回~第3回のTOC研修レポートとあわせて、ぜひご覧ください!
今回のテーマは「バッファをどこに置くか」です。
前回までの研修で、ボトルネック工程の重要性を学んだボクたち。
今回もゲーム形式で生産ラインを体験しながら、バッファの配置によって全体の流れがどう変わるのかを実感しました。
特に「バッファをどこに置くか」という点がとても興味深かったので、今回はその学びを中心にお伝えします!
第4回TOC研修のテーマ:バッファをどこに置く?
第4回の研修では、これまで以上に実践的なテーマに挑戦しました。 それが「バッファ配置」です。 バッファとは、生産ラインにおける「余裕」や「在庫」のこと。 各工程の間に少し在庫を持っておくことで、前工程の遅れを吸収したり、次工程への供給を安定させたりする役割があります。 前回までの研修で、「ボトルネック工程が全体のスループットを決める」ということを学びました。 そして今回「どこにバッファを置くかで、生産ラインの流れが大きく変わる」 ということを教えていただきました。 つまり、バッファの配置がスループットに関係してくるわけですね。 第4回のゲームでは、いつもは各工程に4つずつ配置されていたバッファを、自分たちで自由に配置できるルール。 では、ボトルネック工程をうまく活かすために、バッファはどこに置けばいいのでしょうか?バッファはボトルネック工程の前にも置け!
第4回を通じてボクが学んだこと、 それは…… バッファはボトルネック工程の前にも置け! ということです(゚Д゚) 最初、ボクたちは「最終工程にバッファを置けばうまくいく」と考えました。 前回の研修で、最終工程で商品が足りなくなって残業が発生していたからです。 だから今回は、バッファを最終工程に集中させる作戦を立てました。 しかし、結果は散々! ものすごい残業が発生してしまったんです(;'∀') 最終工程にバッファがあっても、ボトルネック工程の前にバッファがないと、全体の流れが止まってしまう。 それを痛感した瞬間でした。大切なのはボトルネック工程をスムーズに流すこと
なぜ、最終工程だけにバッファを置いてもダメだったのでしょうか? それは、ボトルネック工程が止まると、全体のスループットが落ちるからです。 ボトルネック工程は、生産ライン全体の制約です。 ここが止まってしまうと、いくらほかの工程が速くても、全体の生産量は増えません。 つまり、バッファの本当の役割は「遅れを吸収する」ことではなく、「制約工程を止めないための仕組み」だったんです! 最終工程にバッファがあっても、ボトルネック工程が材料不足で止まってしまえば、結局全体が遅れてしまいます。 逆に、ボトルネック工程の前にバッファがあれば、前工程の遅れがあってもボトルネック工程は止まらず、スムーズに稼働し続けられます。 これによって、全体最適を維持できるんですね。 ボクは「バッファ=遅れを吸収するもの」だと思っていましたが、実は「制約を守り、活かすためのもの」だったんです。 この視点の転換が、今回の最大の学びでした!ゲームで確認できたバッファ配置の効果とは?
では、実際にゲームでどんなことが起きたのか、詳しくお話しします。 今回のゲームも、これまでと同じく生産ラインを模したもの。 各工程を担当する人が、材料を加工して次の工程に渡していきます。 ただし今回は、各工程の間に置くバッファを自由に配置できるルールになっていました。 ボクたちチームは、前回までの経験を踏まえて、作戦会議を開きました。バッファは最終工程に配置しよう!
「前回は、最終工程で商品が足りなくなって残業が発生したよね」 「だったら、今回はバッファを最終工程に全振りすればいいんじゃない?」 「そうだね!最終工程にバッファがあれば、商品が足りなくなったときにリカバリーできるはず!」 みんなで相談した結果、ボクたちはバッファを最終工程に集約する作戦を立てました。 いつもは各工程に4つずつ配置されていたバッファを、すべて最終工程に移動させたんです。 「これはうまくいくやろ!(^^)!」 ボクは自信満々でした。 ゲームがスタート。 1週目は順調に進みます。 最終工程にバッファがあるおかげで、少し遅れが出ても問題なく納品できました。 「やっぱりこの作戦、正解だったね!」 ボクたちは喜んでいました。雲行きが怪しくなってきた2週目
2週目に入っても、最初は順調でした。 しかし、途中で異変が起きます。 「あれ?最終工程のバッファがもうない!?」 「うそでしょ!?」 ボクたちの頭を不安がよぎります。 「え。これやばいかも。」 前工程から商品が届くのが遅れていて、最終工程で待ちぼうけ状態。 バッファはすでに使い切ってしまっています。 このままでは納品が間に合わない! ついに始まる残業……。 「もっと急いで!」 「間に合わせないと!」 チーム全体が焦りに包まれました(;´Д`)あれ!?今までで一番残業が多いぞ!?
なんとか納品は完了しました。 リードタイムも短くなり、単価も上がりました。 当然、売上もかなり伸びています。 「やった!売上最高記録だ!」 ボクたちは一瞬喜びました。 しかし、残業時間を見て愕然とします。 残業時間:22時間- 1回目:0時間
- 2回目:6時間
- 3回目:6時間
- 4回目(今回):22時間
もしかしてボトルネックの前にもバッファを置くべきだった?
ゲーム終了後、みんなで振り返りをしました。 「なんで最終工程にバッファを全振りしたのに、こんなに残業が増えたんだろう?」 「最終工程は守れたけど、途中で何度もラインが止まってたよね」 「あ、もしかして……」 ひとりのメンバーが気づきます。 「いやこれ、ボトルネック工程の前にもバッファ置いたほうがよかったかも」 「たしかに!」 ボクたちは納得しました。 最終工程にバッファを集めても、ボトルネック工程が止まってしまえば、全体の流れが滞ってしまう。 結局、最終工程でリカバリーするために大量の残業が発生したんです。 最終工程にバッファを集めてもダメ。ボトルネック工程の前にも必要。 ゲームを通じてこれを痛感しました(;'∀') 自社で応用するなら、「出荷工程を守る」よりも「最も負荷の高い工程を止めない設計」が大切なんですね。 ボトルネック工程をスムーズに流すことが、全体最適につながるってことだ!【教訓】ボトルネックを止めない設計がカギを握る
今回の研修で学んだのは、こういうことです。 制約を排除しようとするのではなく、制約を守り活かすことが全体最適につながる。 そのためには、ボトルネックを中心に考えることが大切です。 つまり、ボトルネック工程の稼働率が100%になるような設計を目指すべきなんです。 これを実現するために、ボトルネック工程の前後にバッファを置くのがよいと学びました。 ボトルネックの前にバッファがあれば、前工程の遅れがあってもボトルネック工程は止まりません。 ボトルネックの後ろにバッファがあれば、後工程の遅れがあってもボトルネック工程は影響を受けません。 こうして、ボトルネック工程を守ることで、全体のスループットを最大化できるんですね。 ボクは「バッファは最終工程に集めれば大丈夫」だと思っていましたが、本当に大切なのは「ボトルネックを止めない」という視点だったんです(; ・`д・´) この学びを、ボクが作っている生産管理システムにも活かしていきたいと思います! 次回が最後の研修です。お楽しみに! " ["post_title"]=> string(118) "ジムリンがゆく!第4回TOC研修|最終工程に余裕があってもダメ!?重要なのは○○の前" ["post_excerpt"]=> string(0) "" ["post_status"]=> string(7) "publish" ["comment_status"]=> string(6) "closed" ["ping_status"]=> string(6) "closed" ["post_password"]=> string(0) "" ["post_name"]=> string(10) "toc-buffer" ["to_ping"]=> string(0) "" ["pinged"]=> string(0) "" ["post_modified"]=> string(19) "2026-03-20 14:25:31" ["post_modified_gmt"]=> string(19) "2026-03-20 05:25:31" ["post_content_filtered"]=> string(0) "" ["post_parent"]=> int(0) ["guid"]=> string(45) "https://adiem.jp/?post_type=blog&p=15639" ["menu_order"]=> int(0) ["post_type"]=> string(4) "blog" ["post_mime_type"]=> string(0) "" ["comment_count"]=> string(1) "0" ["filter"]=> string(3) "raw" } [3]=> object(WP_Post)#4945 (24) { ["ID"]=> int(15546) ["post_author"]=> string(2) "14" ["post_date"]=> string(19) "2025-12-23 12:00:05" ["post_date_gmt"]=> string(19) "2025-12-23 03:00:05" ["post_content"]=> string(6936) " こんにちは!ジムリンです。
今回は、「3人寄れば文殊の知恵オンラインTOC講座18期」の第3回講習に参加してきたので、レポートを作りました。
過去のレポートとあわせて、ぜひご覧ください!
▼過去のレポートはこちら
ジムリンがゆく!第1回TOC研修|工場は一定速度で流れない!?
ジムリンがゆく!第2回TOC研修|生産能力を上げてもダメ?新たな課題とは
こんにちは!ジムリンです。
今回は、「3人寄れば文殊の知恵オンラインTOC講座18期」の第3回講習に参加してきたので、レポートを作りました。
過去のレポートとあわせて、ぜひご覧ください!
▼過去のレポートはこちら
ジムリンがゆく!第1回TOC研修|工場は一定速度で流れない!?
ジムリンがゆく!第2回TOC研修|生産能力を上げてもダメ?新たな課題とは
第3回は第3ゲームを行って、ついに工場の流れが改善しました!
前回、第4工程以外のすべての工程に投資して、処理能力を倍にしました。 その結果、月目標の70個は納品できたんですが、第3工程で在庫が滞留してしまって……。 決算をやってみたら、やっぱり赤字! このままの運用では工場が倒産してしまう危機に陥ってしまいました(゚Д゚;) しかし、今回はTOC理論に基づくある工夫で、ついに工場の流れが改善したんです! しかも、前回のようなコストの増大という別の課題もありません。 さて、どんな風に取り組んだか解説していきますね(o゚∀゚o)ボトルネック工程の処理能力に合わせて第1工程を動かすと流れが改善!
その驚くべき方法とは……・ボトルネックになっていた第4工程は維持 ・第4工程の処理能力に合わせて第1工程を動かす
たったこれだけ。 (゚o゚; ボトルネック工程のその日の処理能力を第1工程に伝えるだけ! 「え?そんなことで!?」 正直、驚きを隠せませんでした(@_@) こんな単純なことで、本当に工場の流れが改善するの……?工場全体の流れが変わらないと生産性は上がらない
これは第2ゲームで実証済みですよね。 どんなに大量の処理能力を投下しても、ボトルネックの流れが決まっているので、生産量は増えないし、生産スピードは上がらないんです。ボトルネックに合わせてリソースの投入量を決める
ボトルネックと第1工程をつなぐ手法は、TOC理論における生産スケジューリング手法のひとつで、「DBR(ドラム・バッファ・ロープ)」と呼ばれるそうです。 前回、第1工程から大量にリソースを投下した結果、リードタイムの延長や仕掛品の増加などを招き、赤字になってしまいました。 そこで、DBRの出番です! DBRでは、ボトルネックを活かして投入リソースを決めます。 このとき、ボトルネック工程が出す資材投入の合図が「ドラム」と呼ばれます。 ボトルネックと第1工程を「ロープ」でつないでおくことで、早すぎる投下を防げるそうです。 全体の生産量はボトルネックに左右されるので、ボトルネックの流れが止まらないようバッファを持たせておくことも重要なんだそう。 ドラム、バッファ、ロープ……なるほど、だからDBRなんですね!こんなことで!?生産量を維持して赤字を改善した工場
結局、前回の課題に対して、ボクはうまく答えを見つけられませんでした(;'∀') このままでは自社工場は倒産の危機です……。 コレを改善するため、DBRに基づいて第3回のゲームを進めていきます。 ルールは以下のとおりです。 さて、第3回のゲームでは以下のルールで行いました。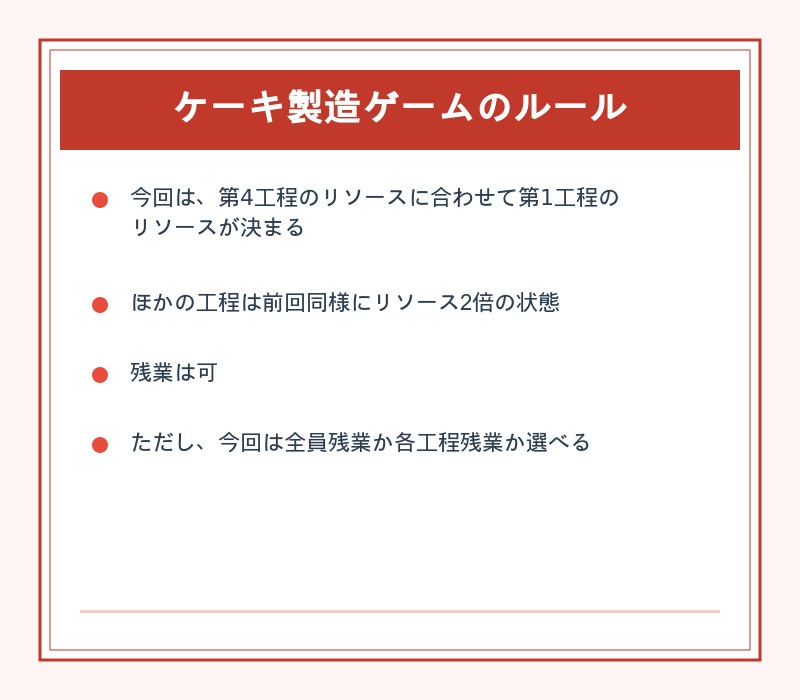
ジムリン、第6工程を担当しソワソワする
今回、ボクは第6工程を担当することになりました! 第6工程はお客さまにもっとも近い工程なので、緊張感が高いんです。 もし、納品できなかったらどうしよう!? そんなソワソワ状態でゲームがスタートしました(;゚ロ゚)なんでこんなにスムーズに進むの?
20日分の生産を進めるなか、1週目はスムーズに過ぎ去りました。 あれ?全然納品できる……。 前回までのようなドタバタ感がないんです。 第4工程の人が第1工程の人に「今日は4だよ」とか「今日は6だね」とか伝えているだけなのに、なぜか全体の流れがスムーズ! 不思議です……(・_・)ちょっと残業したけど、納品完了!赤字もなし!
ところどころ、在庫が足りなくなって残業はしましたが、前回ほどではありません。 そして無事、納品が完了しました! しかも決算をしてみると、黒字! 第4工程の人が第1工程の人にサイコロの出目を伝えただけなのに!? あんなにいっぱい考えたのに、こんなことで……(゚o゚; でも、この「こんなこと」は、TOC理論を知らなければ絶対に思いつけない方法だと思います。 ボク、感動しました!ボトルネックに合わせたリソース投下が工場の流れを改善する鍵
第2ゲームまで試行錯誤を重ねましたが、結局改善につながったのは拍子抜けするほど簡単な手法でした。 これなら、既存リソースを維持したまま流れを良くすることができそうです! さらにここから流れを良くする方法はあるのでしょうか? 今回も残業があったので、残業をゼロに近づける方法も模索したいです。 次回も楽しみです!(๑•̀ㅂ•́)و✧ ▼「3人寄れば文殊の知恵オンラインTOC講座」の開催情報はコチラ Events|合同会社アクララール " ["post_title"]=> string(112) "ジムリンがゆく!第3回TOC研修|そんなことでいいの!?工場の流れを改善した方法" ["post_excerpt"]=> string(0) "" ["post_status"]=> string(7) "publish" ["comment_status"]=> string(6) "closed" ["ping_status"]=> string(6) "closed" ["post_password"]=> string(0) "" ["post_name"]=> string(16) "toc-training-dbr" ["to_ping"]=> string(0) "" ["pinged"]=> string(0) "" ["post_modified"]=> string(19) "2026-03-20 14:24:54" ["post_modified_gmt"]=> string(19) "2026-03-20 05:24:54" ["post_content_filtered"]=> string(0) "" ["post_parent"]=> int(0) ["guid"]=> string(45) "https://adiem.jp/?post_type=blog&p=15546" ["menu_order"]=> int(0) ["post_type"]=> string(4) "blog" ["post_mime_type"]=> string(0) "" ["comment_count"]=> string(1) "0" ["filter"]=> string(3) "raw" } [4]=> object(WP_Post)#4948 (24) { ["ID"]=> int(15492) ["post_author"]=> string(2) "14" ["post_date"]=> string(19) "2025-12-09 12:00:23" ["post_date_gmt"]=> string(19) "2025-12-09 03:00:23" ["post_content"]=> string(9128) " こんにちは!ジムリンです。
今回は「3人寄れば文殊の知恵オンラインTOC講座18期」の第2回講習に参加してきました。
第1回TOC研修レポートとあわせて、ぜひご覧ください!
▼第1回TOC研修レポートはこちら
ジムリンがゆく!第1回TOC研修|工場は一定速度で流れない!?
こんにちは!ジムリンです。
今回は「3人寄れば文殊の知恵オンラインTOC講座18期」の第2回講習に参加してきました。
第1回TOC研修レポートとあわせて、ぜひご覧ください!
▼第1回TOC研修レポートはこちら
ジムリンがゆく!第1回TOC研修|工場は一定速度で流れない!?
第2回TOC研修は決算の流れを学び、新体制で生産シミュレーションを行いました!
前回のTOC研修では、全工程が同じ生産能力を持つ「バランスの取れた工場」で1ヶ月間生産を行い、70個の製品を納品できるかをシミュレーションしました。 結果は……できませんでした(TT) そして、その後決算までやってみたんです。 正直、数字は苦手なのでよくわからなかったんですが、第2回TOC研修を受けて「決算をやる意味」を理解できました! 第2回TOC研修では、柴田先生からMQ会計という決算の考え方と、FC・DCの違いを教えてもらいました。これが後でめちゃくちゃ重要になってくるんです……。 このあたり、実際に手を動かさないとわからないことも多いので、詳細を知りたい方はぜひ「3人寄れば文殊の知恵オンラインTOC講座」を受けてみてください! ▼3人寄れば文殊の知恵オンラインTOC講座の開催情報はコチラ Events|合同会社アクララール生産能力を上げたのに新たな課題が浮上!単純じゃない!?
前回の講義で「バランスが取れた工場ではダメ、じゃあどうしたらいい?」という課題をもらっていました。 ボクは「サイコロを増やせばいい!」と考えたんですが、ほかの受講者さんも同じ考えだったみたいです( ´艸`) 今回は、実際にサイコロを増やしてみることになりました。 するとその結果、月目標の70個は納品できたんです(*^^)v やったー! ……と思ったら、次の課題が。・第3工程で山のような在庫が溜まってしまう ・第4工程で詰まって、第6工程の在庫が足りなくなる現象が発生 ・その結果、残業が発生!
えぇぇぇ!? サイコロを増やして処理能力が上がったのに、どうして新しい問題が出てくるの!?工場の流れはボトルネックで決まる!
前提として、今回のゲームでは以下の条件が追加されました。・全6工程のうち、第4工程を除く全工程でサイコロを2つに増やした(生産能力を上げた) ・第4工程は機械の性能上、生産能力を変えられず前回のまま
実は、サイコロを増やしたのは全6工程のうち5つの工程のみで、第4工程は前回のままだったんです。 つまり、5工程は処理能力が7ある状態ですが、第4工程は3.5ということ。 狩野先生が言っていました。 「いくら前の工程で生産能力を上げても、ボトルネックで詰まると、その後の流れは変わらないんです。砂時計のようなものですね」 なるほど……砂時計か。
砂時計って、上の部分がどんなに大きくても、真ん中の細い部分で流れる量が決まってしまいますもんね。
砂の量を増やしても、流れるスピードは変わらない。さすが「時計」(*´з`)
工場も同じで、生産能力を上げても全体の流れが劇的に良くなるわけではなく、別の課題につながるみたいです。
なるほど……砂時計か。
砂時計って、上の部分がどんなに大きくても、真ん中の細い部分で流れる量が決まってしまいますもんね。
砂の量を増やしても、流れるスピードは変わらない。さすが「時計」(*´з`)
工場も同じで、生産能力を上げても全体の流れが劇的に良くなるわけではなく、別の課題につながるみたいです。
ボトルネックはジムリン!?納品はできたけれど課題ばかりのケーキ工場
今回も、ゲームを通じて学びます。第2回のルールは以下のとおりです。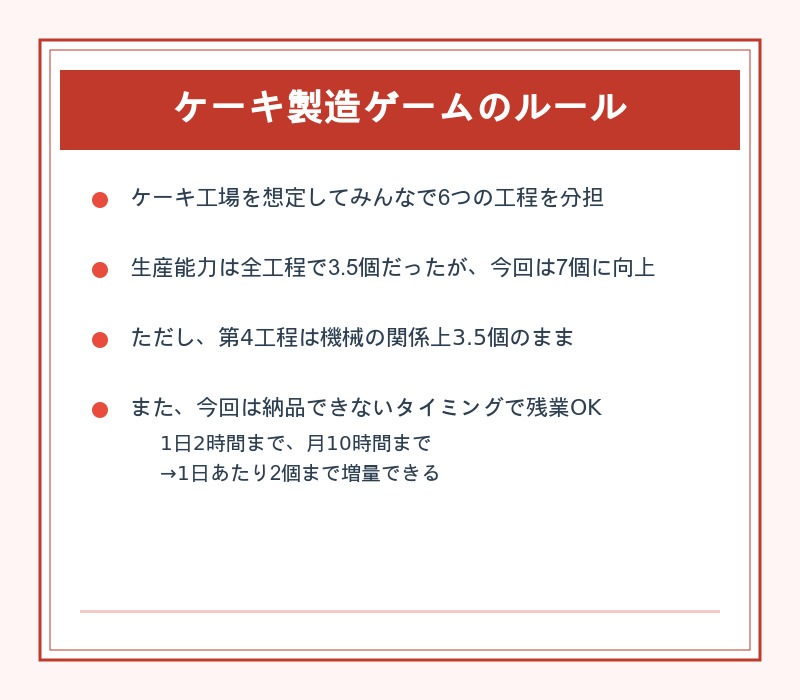
ジムリン、一番流れが悪い工程を担当
今回、ボクは第4工程を担当することになりました。 唯一、処理能力が上がっていない工程です。 処理能力が上がったほかの工程は、サイコロを2つ振れるのでどんどん在庫が溜まっていきますが、僕の工程はそうはいきません。 なぜかサイコロの出目が「4」ばかりで、焦るボク……(;゚ロ゚)しまった!1個しか次の工程に渡せない……
ゲームが進んでいくなかで、ついに「1」を出してしまいました! やばい、このままだと納品できなくなる……(;'∀') 前の工程にはたんまりと在庫があるのに、第4工程でモタモタしているから、先に流れていかないんです!すみません、ジムリンのせいですけど、みなさん残業です(;'∀')
そんなこんなで「やっぱり納品できない!」となって、全工程に残業を要請することになりました。みんなで2時間も残業です……。 家族とご飯を食べられなかった人、見たいテレビを見損ねた人、ごめんね……(TT) 正確にはボクじゃなくて第4工程の機械の性能のせいなんですけど、でも申し訳ない気持ちでいっぱいです。ジムリンの前の工程は在庫が溢れている!
最終日を迎えて振り返ると、なんとかお客さまには納品できました。 ところが、ボクの工程の前には在庫が溢れています。 倉庫からはみ出したケーキを見て愕然とするボク……(;'∀') [caption id="attachment_15496" align="aligncenter" width="800"] ※ジムリン画[/caption]
ボクが流せなかった在庫だよコレ……。
※ジムリン画[/caption]
ボクが流せなかった在庫だよコレ……。
「その在庫、タダじゃありません」
追い打ちを掛けてくる柴田先生。 「その在庫、タダじゃないんですよね。人件労務費、材料費、保管費などコストがかかってきます。」 ドキーΣ(@_@)! しかもケーキだし……この在庫どうするの!?まさか、廃棄? さて、ここで決算で勉強したDC・FCの出番です。・FC(フルコスト):全部原価計算。材料費だけでなく労務費や製造経費も含めた原価で計算する。 ・DC(ダイレクトコスト):直接原価計算。材料費など製品を作るのに直接かかる費用のみで計算する。
成果を評価するときは、FCで考えます。 今回はたくさん在庫が余ってしまい、結果としてコストが膨らんでしまったんです。 保管するにも費用がかかるので、たくさん生産すればいいってもんじゃありませんね。 今回は「納品はできたけれど、無駄なコストをたくさんかけてしまった」という結果になってしまいました。生産能力を上げるだけじゃダメ?いったいどうすればいいの?
じゃあ、第4工程の処理能力を上げればいいのでは!? とボクが言ったら、狩野先生がひと言。 「それだとバランスの取れた工場になりますよね」 うっ(@_@)! そうか、それだと第1回と同じ状況に戻っちゃうのか……。 一体どうしたらいいのか、まったく見当がつきません(゚Д゚;) でも、確実にわかったことがあります。 それは、ボトルネックが工場全体の流れを決めているということ。 そして、ただ生産能力を上げるだけでは解決にならないということです。 次回こそ、無駄なコストをかけず、スマートに問題を解決したいです! ボク、頑張ります(๑•̀ㅂ•́)و✧ " ["post_title"]=> string(100) "ジムリンがゆく!第2回TOC研修|生産能力を上げてもダメ?新たな課題とは" ["post_excerpt"]=> string(0) "" ["post_status"]=> string(7) "publish" ["comment_status"]=> string(6) "closed" ["ping_status"]=> string(6) "closed" ["post_password"]=> string(0) "" ["post_name"]=> string(31) "toc-training-a-balanced-factory" ["to_ping"]=> string(0) "" ["pinged"]=> string(0) "" ["post_modified"]=> string(19) "2026-03-20 14:24:09" ["post_modified_gmt"]=> string(19) "2026-03-20 05:24:09" ["post_content_filtered"]=> string(0) "" ["post_parent"]=> int(0) ["guid"]=> string(45) "https://adiem.jp/?post_type=blog&p=15492" ["menu_order"]=> int(0) ["post_type"]=> string(4) "blog" ["post_mime_type"]=> string(0) "" ["comment_count"]=> string(1) "0" ["filter"]=> string(3) "raw" } [5]=> object(WP_Post)#5007 (24) { ["ID"]=> int(15346) ["post_author"]=> string(2) "14" ["post_date"]=> string(19) "2025-11-28 12:00:16" ["post_date_gmt"]=> string(19) "2025-11-28 03:00:16" ["post_content"]=> string(15019) " こんにちは!ジムリンです。
今回「3人寄れば文殊の知恵オンラインTOC講座18期」に参加することになったので、レポートを作りました。
製造業のみなさんの参考になればうれしいです!
こんにちは!ジムリンです。
今回「3人寄れば文殊の知恵オンラインTOC講座18期」に参加することになったので、レポートを作りました。
製造業のみなさんの参考になればうれしいです!
「3人寄れば文殊の知恵オンラインTOC講座18期」ってどんな研修?
参加のきっかけは、会社命令でした。 ある日、机の上にこんな指令書が置いてあったんです。 そう、ボクの会社って、各工程がみんなすごく頑張っているのに、なぜか納期遅延が頻発しているんですよ……。
その解決のヒントを探すために、合同会社アクララールが事務局を務めるTOC研修「3人寄れば文殊の知恵オンラインTOC講座18期」に申し込みました。
「TOC 研修」で検索すると一発で出てくるくらい有名な研修で、TOC理論を初めて学ぶ人にとっての第一歩として知られているみたいです。
今回でなんと18期だそうで、すごいですね!
そう、ボクの会社って、各工程がみんなすごく頑張っているのに、なぜか納期遅延が頻発しているんですよ……。
その解決のヒントを探すために、合同会社アクララールが事務局を務めるTOC研修「3人寄れば文殊の知恵オンラインTOC講座18期」に申し込みました。
「TOC 研修」で検索すると一発で出てくるくらい有名な研修で、TOC理論を初めて学ぶ人にとっての第一歩として知られているみたいです。
今回でなんと18期だそうで、すごいですね!
講師の紹介
講師は、考えるチカラ代表の狩野恵子先生と、合同会社アクララール代表社員の柴田照恵先生です。 狩野先生は、主に企業研修講師として人材育成分野で活躍されているプロフェッショナルで、年間300人程度の若手社員の研修等を担当されているのだとか。 今回の研修でメイン講師としてTOC理論について教えてくださいます。 柴田先生は、会計業界歴25年以上という会計のプロでありながら、長いこと業務システムも担当されていてITにも詳しいそうです。 そのため、企業全体を俯瞰しながらITサポートをされています。今回の研修では、決算まわりについて教えていただきます。講座の内容
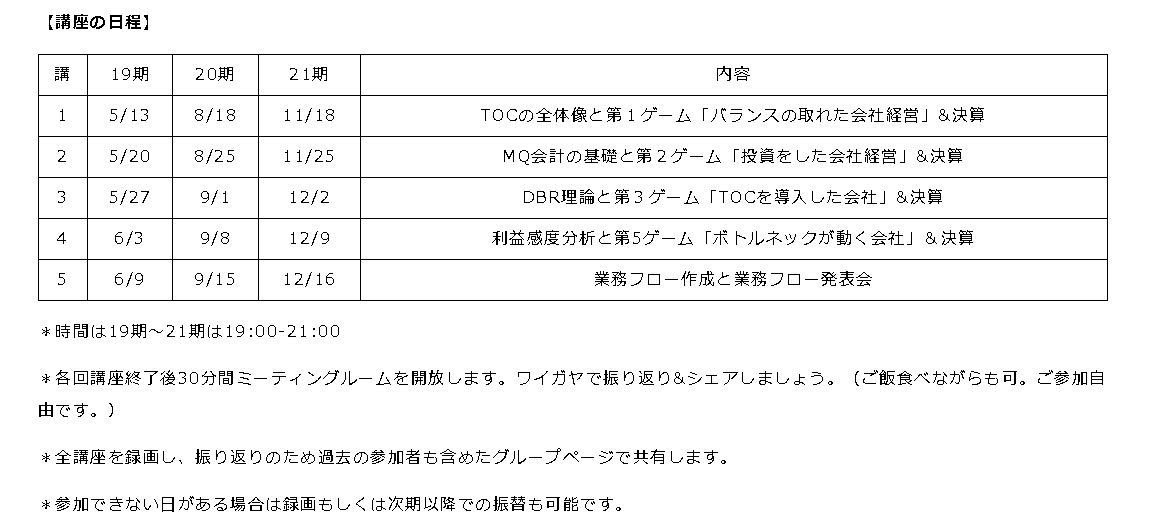
研修は全5回で、以下のプログラムが組まれています。1.TOCの全体像と第1ゲーム「バランスの取れた会社経営」&決算 2.MQ会計の基礎と第2ゲーム「投資をした会社経営」&決算 3.DBR理論と第3ゲーム「TOCを導入した会社」&決算 4.利益感度分析と第5ゲーム「ボトルネックが動く会社」&決算 5.業務フロー作成と業務フロー発表会
ところで、TOCってなんだろう(;'∀')? ボク、会社にいわれるまま来たので「製造業とどう関係あるの?」「決算までするの?」というレベルです。 大丈夫なのかなという不安と、新しい学びを得られる期待でドキドキしながらも、全5回のうちの第1回講習が始まりました!生産能力は十分なのに納品できない?工場は「生き物」だった!
第1回を通じてボクが学んだこと、 それは……工場は一定速度で流れるものだと思っていたが、現実はまったくそうではなかった!
ということです(゚ロ゚) そして、各工程の能力を揃えた『バランスの取れた工場』は、実は理想通りに生産できない!
という衝撃の事実を知ったのです。 そもそも、製造業は未経験のボク。 自社工場に足を運ぶことはありますが、総務で入社半年なので現場のことはそこまでわかってないんです。 そんな状態で研修を受けたところ、工場に対するイメージが変わり「もっと工場のことを知らないと、現場の役に立つことはできない!」と、強く感じました。そもそもTOC理論とは?わかりやすく解説
TOC理論というのは、エリヤフ・ゴールドラット博士という人が考えた、経営や現場を改善するための手法だそうです。 物理学者だったゴールドラット博士が、工場経営をしている知人から生産スケジュールの相談を受けたときに、物理学の知識や発想を駆使して編み出した解決法が元になっているらしいです。 製造業、とくに工場の改善において、基本的かつ重要な理論として広く知られています。 そもそもが、工場改善のために生まれた理論なんですね。だから製造業の人たちが学びに来ているんだと納得。 ウチの工場みたいに納期遅延といった課題で悩んでいる製造業にピッタリの理論だとわかりました。TOC理論では、制約(ボトルネック)にフォーカスして決めたことだけをやる
TOC理論では、工場には「制約(ボトルネック)」があるものとして考えるそうです。 ボトルネックというのは、時間や予算、人数、機械なんかのことです。 どんな現場でも無限に予算や人員を割けるわけではないので、どこかに制約が生まれるのだそう。 「ボトルネック」って聞くと、なんだか悪いモノっていうイメージがありませんか? ボクなんかは「ボトルネックは消してしまおう!」と思いますが、TOC理論はそうではないんですってΣ(・ω・ノ)ノ! ボトルネックを潰して課題を解決するのではなく、「制約はあるもの」と理解したうえで、「その条件下で利益を最大化するにはどうしたらよいか?」
と考える。それが、TOC理論の根幹だそうです。 このとき、やらないことを決め、決めたことだけをやるのが重要です。 決めたことだけに集中して改善すると、工場全体の流れがよくなる…っていう考え方なんですね。原因は「工程のつながり」と避けられない「ばらつき」
研修では、6工程あるケーキ工場をテーマに考えました。 この工場では、各工程が1日あたり平均3.5個分のケーキを生産するための処理能力を持っています。 これを「バランスの取れた工場」と呼びます。 単純に考えると、1日あたり3.5個は必ず生産できそうですよね? ボク、そう言ったんですよ。 「1日3.5個は生産できるので、20日稼働すれば月に70個の目標はクリアできます!」って。 そしたら、先生方が「本当にそうなるのかな?」って。 え、ならないことなんてあるの!? だって、各工程が毎日自分の仕事をこなして、右から左に流せばいいだけじゃないですか。 ところが、本当にバランスの取れた工場じゃダメだったんです。 その原因は、工程の「つながり」と「ばらつき」にあるんだそうです。このあとボクはゲームで実感することになりました。愕然!思いどおりに納品できないケーキ工場
「3人寄れば文殊の知恵オンラインTOC講座18期」では、㈱ソフトパワー研究所のダイスゲームを使って、工場の生産をシミュレーションしながらTOC理論を体感的に学ぶことができます。 今回、ボクたちが挑戦したゲームのルールは、以下のとおりです。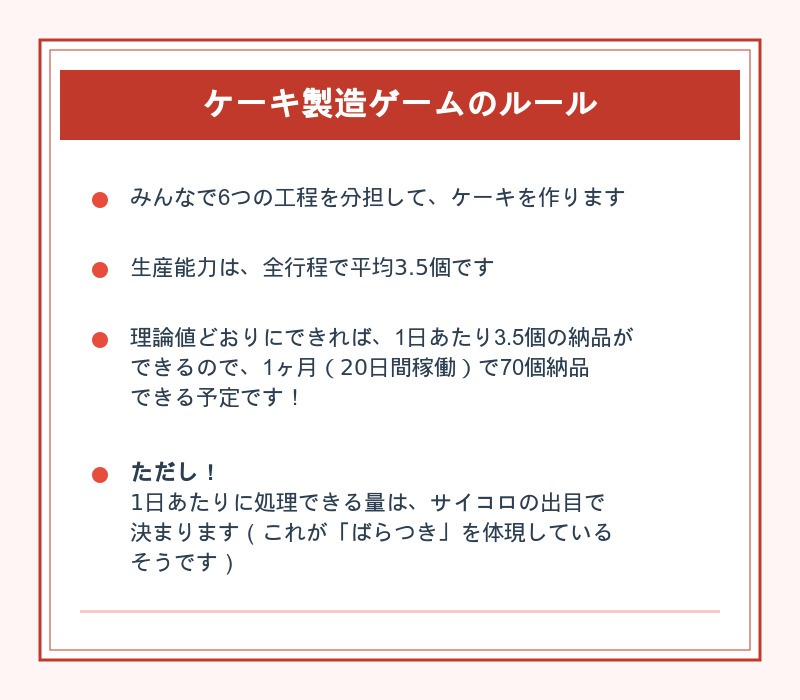
ジムリン、ケーキ工場で第2工程を任される
ボクは6つある工程のうち、第2工程(計量・配合)を任されました(^_-)-☆ 第1工程の人が仕入れた材料を持ってきて、ボクが1日に平均3.5個作って、第3工程に渡せばいいだけです! 「簡単簡単!こんなのだれでもできちゃいますよ!というか3.5個といわずもっと作れますよね?」 なーんて、この時は思っていたんです。ところが……(-_-)前の工程の人!仕事遅いよ、なにやってんの!
ある日、第1工程からの在庫が足りないという事件が起こりました。 ボクの工程はサイコロの目が良くて、6個も処理できる余裕があったのに( ;∀;) 仕入れが間に合わなかったのか、材料が3つ分しかありませんでした……。 正直思いましたね、「え!前の工程の人なにやってるの??」って。ごめんなさい、ぼくも1個しか処理できない……
…なんて思っていたら、今度はボクの工程でサイコロの目が「1」の日が! やばい!その日に生産できるのは1つだけです……(;゚ロ゚) その日はなんとか出荷できましたが、翌日分のストックがないので非常にまずいです(゚Д゚;) そして翌日。案の定、最終工程の人から悲鳴が上がりました。 「納品できません!在庫、足りませーん!」結果発表。機会損失が10個分……!?
そんなこんなで、毎日処理できる量がばらつくなか、なんとか20日間の勤務が終了しました…。 結果は、なんと60個納品。 目標の70個を達成できず、10個分の機会損失が出てしまいました…。 ボクが担当した第2工程だけを見ると、処理できる量の平均は(サイコロの目だから)3.5で、理想の数値でした。 なのに、実際に処理できた数は1日平均で2.6個だったんです…。 稼働率は74%と、全工程のなかでも低い割合でした。 ボクは「ウソでしょ?」って、愕然としてしまいましたね(´;ω;`)工場って「右から左へ」スムーズに流れるものじゃないんだ……
そもそもボク、その日に手をつけた在庫って、その日のうちに次の工程へ渡せるものだと思っていたんです。 でも、よく考えると、その日に作業が終わらないこともありますし、前の日に完了した在庫から持っていくのが自然ですよね。 工場って、常に右から左へ、一定速度で流れているモノだと思っていたのに、全然違いました! 各工程、その日に処理できる量がばらつくと、当然、処理能力が低い工程は流れが悪くなります。 実際、ボクの担当工程で滞ることもしばしばありました。 そうか、実際の工場ってこんな風に、毎日流れるスピードが違うんですね……。 だから「工場の流れを良くする=生産性を改善する」ために、TOC理論が注目されるんだなと理解しました。 ウチの工場も、みんなが毎日頑張っていたとしても、どこかで流れるスピードが変わっているのかもしれないです。 「ボクって、もしかして全然工場のことがわかっていない?」 …そう思ったら、なんだか悔しくなりました(T-T) もっと工場のことを知りたいです!そしてTOC理論を使って、ウチの工場を改善したいです!バランスを取った工場はうまくいかない!じゃあどうしたらいいの?
第1回が終わって、全工程が同じ生産能力の「バランスの取れた工場」では、目標どおりに納品できない
ということがわかりました。 これは、工程の「つながり」と、避けられない「ばらつき」が原因らしいです。 たしかに、ゲームのなかでは「サイコロの出目」が毎回違うので、「ばらつき」がありました……。 前の工程が遅れると、次の工程も遅れるという「つながり」もあります。 「ばらつき」と「つながり」のある工場では、各工程の生産能力を均一にしてもうまくいかないってことなんですね。 このケーキ工場の場合、サイコロの出目をコントロールできないことが制約条件になっているのかもしれません。 今回教えてもらったTOC理論で考えると、ボトルネックはそのままで、毎月70個の納品をクリアしなければならないことになります! (でも今回の工場のボトルネックが何かは、正直わかっていません(;'∀')) 今回は、第1工程の仕入がうまくいっていない日があったので、ボクが担当した第2工程の余裕がある日は手伝いに行ったら改善されるのでは?と考えたんですが、どうでしょうか。 次回、なにが正解なのか、確かめてきます!(^^)! ▼【本編】ジムリンが奮闘!kintoneを活用して自社工場を改善する物語の本編はコチラ 【第1話】「kintoneで生産管理システムを構築せよ!」――総務のジムリンが受けた衝撃の指令 【第2話】kintoneで生産管理・工程管理システムを作るには何から始めるの?小さなアプリから作らない理由 【第3話】工場のボトルネック工程はどこ?人や機械に注目してタスクの滞留点を見つけよう " ["post_title"]=> string(85) "ジムリンがゆく!第1回TOC研修|工場は一定速度で流れない!?" ["post_excerpt"]=> string(0) "" ["post_status"]=> string(7) "publish" ["comment_status"]=> string(6) "closed" ["ping_status"]=> string(6) "closed" ["post_password"]=> string(0) "" ["post_name"]=> string(21) "toc-training-overview" ["to_ping"]=> string(0) "" ["pinged"]=> string(0) "" ["post_modified"]=> string(19) "2026-03-20 14:23:28" ["post_modified_gmt"]=> string(19) "2026-03-20 05:23:28" ["post_content_filtered"]=> string(0) "" ["post_parent"]=> int(0) ["guid"]=> string(45) "https://adiem.jp/?post_type=blog&p=15346" ["menu_order"]=> int(0) ["post_type"]=> string(4) "blog" ["post_mime_type"]=> string(0) "" ["comment_count"]=> string(1) "0" ["filter"]=> string(3) "raw" } } ["post_count"]=> int(6) ["current_post"]=> int(-1) ["before_loop"]=> bool(true) ["in_the_loop"]=> bool(false) ["post"]=> object(WP_Post)#4946 (24) { ["ID"]=> int(16560) ["post_author"]=> string(2) "14" ["post_date"]=> string(19) "2026-04-09 13:03:47" ["post_date_gmt"]=> string(19) "2026-04-09 04:03:47" ["post_content"]=> string(22568) " こんにちは、ジムリンです!
ボクは以前、TOC理論のオンライン講座を受講して、ブログ記事でも紹介してきました。
詳しくは以下の記事をご覧ください!
ジムリンがゆく!第1回TOC研修|工場は一定速度で流れない!?
今回は、製造業のみなさんに改めてTOC理論の価値を知ってほしくて、そのとき講師を務めた考えるチカラ代表の狩野恵子先生と、合同会社アクララール代表社員の柴田照恵先生お二人にインタビューしました!
こんにちは、ジムリンです!
ボクは以前、TOC理論のオンライン講座を受講して、ブログ記事でも紹介してきました。
詳しくは以下の記事をご覧ください!
ジムリンがゆく!第1回TOC研修|工場は一定速度で流れない!?
今回は、製造業のみなさんに改めてTOC理論の価値を知ってほしくて、そのとき講師を務めた考えるチカラ代表の狩野恵子先生と、合同会社アクララール代表社員の柴田照恵先生お二人にインタビューしました!
お二人について聞かせてください!
Q1. 自己紹介と、TOCとの出会いを教えてください
まずはお二人の自己紹介と、TOCとの出会いを教えてください!
 狩野さん:わたしは宮城県出身で、今は仙台にいます。もともとリクルートにいて、その後、外資系の生命保険会社で17年ぐらい営業をやっていました。保険の営業で「入ってください」とか「亡くなったときどうするんですか」みたいなネガティブな売り方をしたくなかったので、マネーセミナー形式でママ友から広げていくようなスタイルでやっていたんです。お金の先生みたいな位置づけですね。
それを見た営業の師匠から「講師の仕事、向いてると思うよ」と誘われて、研修講師の道に入りました。
TOCとの出会いは、実は上司の命令なんです(笑)師匠が「TOCっていうのがあって面白そうだから、インストラクター資格取ってきて」と。その資格を取るためにはMQ会計の知識も必要だったので学びました。そんなスタートだったんですけど、学んでいくうちに「部分最適じゃなくて根本的な原因を解決することで全部解決する!」という考え方が「いいな!」と思うようになりました。
狩野さん:わたしは宮城県出身で、今は仙台にいます。もともとリクルートにいて、その後、外資系の生命保険会社で17年ぐらい営業をやっていました。保険の営業で「入ってください」とか「亡くなったときどうするんですか」みたいなネガティブな売り方をしたくなかったので、マネーセミナー形式でママ友から広げていくようなスタイルでやっていたんです。お金の先生みたいな位置づけですね。
それを見た営業の師匠から「講師の仕事、向いてると思うよ」と誘われて、研修講師の道に入りました。
TOCとの出会いは、実は上司の命令なんです(笑)師匠が「TOCっていうのがあって面白そうだから、インストラクター資格取ってきて」と。その資格を取るためにはMQ会計の知識も必要だったので学びました。そんなスタートだったんですけど、学んでいくうちに「部分最適じゃなくて根本的な原因を解決することで全部解決する!」という考え方が「いいな!」と思うようになりました。
TOC理論を学ぶきっかけは、上司だったんですね!柴田さんはいかがですか?
 柴田さん:わたしは社会人になってすぐ、リクルートコスモス(現:コスモスイニシア)というマンションデベロッパーで情報システムのサポートをする仕事をしていました。社内からの問い合わせが一気にわたしのところに集まるような状態ですね(笑)
その後、監査法人に転職して、上場を目指す会社の支援をしていました。そこで原価計算をがっつりやったんです。製造業のお客様の原価計算システムを作ったり、仕組みを理解しないとシステムにできないので、かなり勉強しましたね。
TOCとの出会いは、MQ会計が先なんです。それで、MQ会計の研修を受けているとき、仲間に「製造業の原価計算とかやっていきたいんだよね」と話したところ、「それならTOCの研修も受けたほうがいいよ」と言われまして。それがきっかけで、2017年頃に初めてTOCの研修を受けました。
柴田さん:わたしは社会人になってすぐ、リクルートコスモス(現:コスモスイニシア)というマンションデベロッパーで情報システムのサポートをする仕事をしていました。社内からの問い合わせが一気にわたしのところに集まるような状態ですね(笑)
その後、監査法人に転職して、上場を目指す会社の支援をしていました。そこで原価計算をがっつりやったんです。製造業のお客様の原価計算システムを作ったり、仕組みを理解しないとシステムにできないので、かなり勉強しましたね。
TOCとの出会いは、MQ会計が先なんです。それで、MQ会計の研修を受けているとき、仲間に「製造業の原価計算とかやっていきたいんだよね」と話したところ、「それならTOCの研修も受けたほうがいいよ」と言われまして。それがきっかけで、2017年頃に初めてTOCの研修を受けました。
お二人とも、人との出会いがきっかけでTOCに辿り着いたんですね。ちなみに、お二人の出会いは?
狩野さん:2020年1月に山形で開催された「農業TOC」というイベントですね。コロナが流行する直前で、まだ集まれた時期でした。 柴田さん:私は受付を手伝わされてたんですよ、参加者なのに(笑)。主催者がバタバタしてて「ちょっとお願い」って。 狩野さん:だから私は柴田さんを見てたんですけど、柴田さんは私のこと覚えてない(笑)。その後、わたしと他の人でオンライン講座を立ち上げようとしたんですけど、IT系が全然ダメだったんですね。そこで、柴田さんにお声がけさせていただいたっていう経緯があります。Q2. TOCのどこに惹かれましたか?
TOCのどこに惹かれましたか?
柴田さん:わたしはね「まとめ作業のキャベツの動画」が一番衝撃的でした。まとめてやるのが最善だと思っていたんですよ。でも、え?って。 小さく分けてやった方が結果的に儲かるっていうのが、ゲームだけじゃなくてリアルでも体感的にわかったんです。だから、現場を見て在庫が溜まってると「TOCやりましょうか」って言いたくなります(笑)たとえば4つの工程がある作業をするときに、1をまとめてやるか、1~4を繰り返すかってやつですね!1をまとめてやって、2をまとめてやって……とやりがちですが、1~4を繰り返すほうが効率的だなんて、ボクもびっくりしました!
狩野さん:わたしは、ゲームで「え、何もしてないのに改善された?」という体験が衝撃でした。鳥肌が立ちましたね。 製造業ってとにかく作れ、原価が安いうちに仕入れろ、って世の中の当たり前じゃないですか。でも、それで結局うまくいってない会社ってすごく多いんですよね。だから、TOCをうまく取り込める会社は大きく改善するだろうなというのを直感的に理解しました。「これを伝えていきたい!」と前のめりになりました。ボクも講座を受けて「こんなことで工場が変わるの?」という衝撃がありました。逆に、なんで今まで気づかなかったんだろうって。でも、TOCを学んだからこそ気づけることなんだって、今ならわかります。
TOC導入の現場のお話を聞かせてください!
Q3. 実際にTOCを導入した現場は、どう変わりましたか?
実際にTOCを導入した現場では、どんな変化がありましたか?具体的な事例があれば教えてください。
柴田さん:サプリメントを製造している会社の事例を紹介しますね。 最初に工場に行った時、衝撃を受けました。通路にパレットと段ボールがドーンと置いてあって、「こっちに来てください」と言われても「どこ?どうやって歩くの?」という状態。通路なのに人がすれ違えない。ちょうどその頃、某所の工場で火災があってパートさんが亡くなった事件があったので、「これじゃ逃げられないですよ」とかなり強く言いました。それは危険ですね……。
柴田さん:工程としては、ボトルを置いて、充填マシンでサプリを入れて、計量して、蓋を閉めて、増し締めして、取り置きして、ラベラーでラベル貼って、また取り置きして、エアーでホコリを払って、箱詰めして、検品して、段ボールに入れて出荷、という流れ。取り置きの工程がいくつもあったんです。 で、「どうなっていたい?」という話をしたら、「取り置きをなくしてスムーズに流れるようにしたい」と。じゃあそれをやりましょう、と。具体的に何をしたんですか?
柴田さん:まず、取り置き工程をなくしていきました。あと、投入制限ですね。実は年末に社員全員でボトルを先に大量生産してたんです。「足りなくなると困るから」って。でもそれが在庫を溜める原因になっていた。 面白かったのが、グルグル回る作業テーブルがあったんですけど、百均で買った薄いまな板をペタペタ貼って動かないようにしてたんですよ。「動くと使いにくいから」って。でも「これ、動くんだよね?」って確認したら、動かした方がいいじゃんってなって。 金曜日にわたしたちが行って、午前中は見学、午後からみんなで「どうしたらいいか」を考えて。月曜日には「流れるようになりました」って報告が来ました。1週間もかからなかったんですね!
柴田さん:結果として、工程数が14から11に減りました。通路も歩けるようになって、安全になった。派遣社員を10人近く削減できました。何より、赤字だった業務が黒字に転換したんです。5000本製造時は赤字だったのが、ライン変更後は7000本製造でも利益が出るようになった。すごい……!数字で見ると説得力がありますね。
Q4. 現場の人たちは、すんなり受け入れてくれましたか?
新しいやり方を導入する時って、現場の抵抗があったりしませんでしたか?
柴田さん:社長と工場長が一緒に現場に乗り込んだんですよ。それと、パートさんや派遣さん以外の社員は全員TOC研修を受けていたので、共通言語があったのが大きかったですね。「これ第2ゲームだよね、第3ゲームにしないと」って言えば通じる。 あと、「やってみても怒られない」という安心感。社長がいるから、試してダメでも大丈夫という空気がありました。やっぱり上の人たちがTOCを理解していると、現場もスムーズに動けるんですね。
柴田さん:そうなんです。パートさんのなかには、大手製造業を定年退職した60代、70代のベテランもいて。最初は「そんなやり方で……」と言っていたんですけど、結果が出たら何も言えなくなった。社員さんが「結果出てますから、黙ってやってください」って(笑)結果が一番の説得力ですね。TOCって効果をすぐに感じられるのが良さな気がします。ボクも、ゲームだけで効果がわかったので。だからこそ、日々忙しい製造業の現場に取り入れるべき考え方なんだなって思いました。
TOC講座について教えてください!
Q5. 講座ではどんなことを学べますか?
TOC講座ではどんなことを学べるんでしょうか?
狩野さん:ゲーム形式で「体感」できるのが特徴ですね。流れ、在庫、ボトルネック……言葉で説明されてもピンとこないじゃないですか。でもゲームで自分で動かしてみると、「あ、そういうことか」と身体で理解できる。 柴田さん:言葉で習っても忘れちゃうんですよ。でも体験は覚えてる。「あの時こうだったな」って思い出せるんです。確かに、ボクも仕事をしながら「ゲームのときのアレだ!」って思い出します。オンラインであれだけの体験ができるのはすごいですよね。
Q6. 初心者でも大丈夫ですか?
実はボク、講座を受けるときに会計の話が出てきたとき、「やばい」と思ったんです。数字が苦手なので……。MQ会計を学んでいないような初心者でも大丈夫でしょうか?
狩野さん:そこはすごく気をつけています。受講者がMQ会計をやったことがあるかどうかで、説明の仕方を変えるんです。初心者の方がいる場合は、丁寧に説明するように調整しています。 柴田さん:本当はもっと細かい話があるんですけど、「ここまで言っても意味ないよね」というところは省いて、必要最低限のポイントだけ伝えるようにしています。「本当はこうなんですが」とちょっと補足しつつ、「大きく捉える分には間違いありません」という感じで。あ、それでボクも「全部原価計算と直接原価計算、これだけわかればいけそう」って思えたんですね!そこでつまずいてたら、その後の講座が全然頭に入らなかったと思います。救われました(笑)
Q7. 講座で大切にしていることは何ですか?
講座を運営する上で、大切にしていることはありますか?
狩野さん:「わからなかった」と帰ってもらいたくないんです。理解までいかなくても、「なんとなくこういうことだった」「楽しかった」という状態で帰ってほしい。それはどの研修でも同じですね。 ゲーム中の小芝居も、楽しさの演出になってるかなと思います。「お客さん、もうないんですか?」みたいな(笑) 柴田さん:わたしは「楽しく」というのが信条なんです。楽しく生きる、楽しく働く、楽しく遊ぶ。泣きながらやる研修は嫌なんですよ。昔は部活でも泣きながら練習して強くなる、みたいな時代がありましたけど、今はそうじゃない。ニコニコしてる方が脳みその動きが全然違うんです。たしかに、体感的に学べるほかに、講座の雰囲気がすごくよかったのもあって楽しかったです!
Q8. 受講者にどんな変化を期待していますか?
受講者の方に、どんな変化や気づきを得てほしいですか?
柴田さん:さっきも申し上げたんですが、わたしはみなさんに「楽して」生きてほしいんですよ。「楽して」というのは、ぼーっとしてていいという意味じゃなくて、頑張りすぎないでほしいという意味です。 たとえば、講座を受けてくれたある研修講師の方の話なんですが、その方は自分がいくら稼いでるかも、いくら経費がかかってるかも把握せずに、仕事が来たら全部受けていたんだそうです。休みが全然なかった。でもTOCを受けて毎月会計をやるようになったら、「これぐらい稼げばもういいんだ」とわかってきて、週1日、2日と休みが取れるようになったようです。心配しないで生活できるようになったと言ってくれました。 狩野さん:私は、自分の困りごとをTOCの考え方で解決できるようになってほしいですね。わたしたちが「これが正解です」と渡すんじゃなくて、自分で考える手法を学ぶ。それがTOCの価値だと思っています。TOCを学ぶとどんないいことがありますか?
Q9. 製造業にとって、具体的にどんなメリットがありますか?
製造業にとって、TOCを学ぶと具体的にどんなメリットがありますか?
柴田さん:まず在庫が減ります。在庫が減ると利益が増える。キャッシュも増えます。ただ、売上は減る可能性もあるんです。でも利益は確実に増える。売上より利益なんですよ。 狩野さん:今、人手不足って言われてますよね。「人が採用できない」と悩んでいる会社がたくさんある。でも、TOCを学ぶと少ないリソースで利益を出せるようになる。採用しなくてもよくなるかもしれませんよね。たしかに!採用にコストをかける前に、今あるリソースでどこまでできるかを考えた方がいいですよね。TOCで工場を改善したら、今のリソースで儲けが増えるかもしれないし!
Q10. 製造業以外の人にも役立ちますか?
TOCは製造業向けのイメージがありますが、それ以外の人にも役立ちますか?
柴田さん:農業の人たちもすごく活用してますし、主婦の人も活用できる。介護の人たちもめちゃくちゃ活用してるんですよ。何にでも実は活用できますね。 TOCって、もともとトヨタの大野耐一さんが考えた考え方をイスラエルのゴールドラット博士がまとめたものなんです。日本人の考え方がベースなので、日本人には腹落ちしやすいんですよ。 狩野さん:個人事業主の方も多く受けに来てくれます。どれぐらい働けばいいのか、どうやったら楽ができるのか。生活と仕事を切り分けにくい人たちが、ちょっとやってみようと思えるきっかけになったらいいなと思っています。なんと、日本発祥の考え方だったんですね!だからこんなにしっくりくるんだ……。
TOCを学ぶか迷っている人に、ひとことお願いします!
最後に、TOCを学ぶか迷っている人に、メッセージをお願いします。
狩野さん:困りごとのない人っていないと思うんです。だから、誰が学んでも何らかの効果はあると思います。TOCは考える手法を学べる学びなので、自分で解決策を見つけられるようになる。ぜひ来ていただきたいですね。 柴田さん:TOCを知ってるか知らないかで、人生の楽さが変わります。仕事も生活も楽になる。ぜひ学んで、楽にしていってほしいなと思います。お二人とも、本日はありがとうございました!
「わからなかった」で帰らせたくない、「楽しく」が信条──そういう考え方が根っこにあるから、初心者でもついていけるし、会計の話が出てきても「なんとかなりそう」と思えたんですよね。ボクが講座を受けたときに感じたあの安心感は、たぶんそこから来てたんだと思いました。
TOCに興味がある方、まず受けてみてください。受けてから「なるほどそういうことね」ってなると思うので!
2026年5~11月開催!講座のご案内
 引用:【募集中】3人寄れば文殊の知恵オンラインTOC講座(全5回)第19~21期|合同会社アクララール
今回ご紹介した狩野さん、柴田さんが講師を務める「3人寄れば文殊の知恵オンラインTOC講座」は、第19期~20期の受講者を募集中です。
日程と講座内容はこちら!
引用:【募集中】3人寄れば文殊の知恵オンラインTOC講座(全5回)第19~21期|合同会社アクララール
今回ご紹介した狩野さん、柴田さんが講師を務める「3人寄れば文殊の知恵オンラインTOC講座」は、第19期~20期の受講者を募集中です。
日程と講座内容はこちら!
 ゲーム形式で楽しく学べる講座なので、初心者の方にもおすすめですよ!
くわしくは、合同会社アクララールの公式サイトをご覧ください。申し込みページはコチラ!"
["post_title"]=>
string(81) "「まとめて作るな」で製造現場が変わる!TOC理論の魅力とは"
["post_excerpt"]=>
string(0) ""
["post_status"]=>
string(7) "publish"
["comment_status"]=>
string(6) "closed"
["ping_status"]=>
string(6) "closed"
["post_password"]=>
string(0) ""
["post_name"]=>
string(13) "toc-interview"
["to_ping"]=>
string(0) ""
["pinged"]=>
string(0) ""
["post_modified"]=>
string(19) "2026-04-09 13:03:47"
["post_modified_gmt"]=>
string(19) "2026-04-09 04:03:47"
["post_content_filtered"]=>
string(0) ""
["post_parent"]=>
int(0)
["guid"]=>
string(45) "https://adiem.jp/?post_type=blog&p=16560"
["menu_order"]=>
int(0)
["post_type"]=>
string(4) "blog"
["post_mime_type"]=>
string(0) ""
["comment_count"]=>
string(1) "0"
["filter"]=>
string(3) "raw"
}
["comment_count"]=>
int(0)
["current_comment"]=>
int(-1)
["found_posts"]=>
int(6)
["max_num_pages"]=>
int(1)
["max_num_comment_pages"]=>
int(0)
["is_single"]=>
bool(false)
["is_preview"]=>
bool(false)
["is_page"]=>
bool(false)
["is_archive"]=>
bool(true)
["is_date"]=>
bool(false)
["is_year"]=>
bool(false)
["is_month"]=>
bool(false)
["is_day"]=>
bool(false)
["is_time"]=>
bool(false)
["is_author"]=>
bool(false)
["is_category"]=>
bool(false)
["is_tag"]=>
bool(true)
["is_tax"]=>
bool(false)
["is_search"]=>
bool(false)
["is_feed"]=>
bool(false)
["is_comment_feed"]=>
bool(false)
["is_trackback"]=>
bool(false)
["is_home"]=>
bool(false)
["is_privacy_policy"]=>
bool(false)
["is_404"]=>
bool(false)
["is_embed"]=>
bool(false)
["is_paged"]=>
bool(false)
["is_admin"]=>
bool(false)
["is_attachment"]=>
bool(false)
["is_singular"]=>
bool(false)
["is_robots"]=>
bool(false)
["is_favicon"]=>
bool(false)
["is_posts_page"]=>
bool(false)
["is_post_type_archive"]=>
bool(false)
["query_vars_hash":"WP_Query":private]=>
string(32) "8f773c704079da24a2bb79f29cd387d6"
["query_vars_changed":"WP_Query":private]=>
bool(true)
["thumbnails_cached"]=>
bool(false)
["allow_query_attachment_by_filename":protected]=>
bool(false)
["stopwords":"WP_Query":private]=>
NULL
["compat_fields":"WP_Query":private]=>
array(2) {
[0]=>
string(15) "query_vars_hash"
[1]=>
string(18) "query_vars_changed"
}
["compat_methods":"WP_Query":private]=>
array(2) {
[0]=>
string(16) "init_query_flags"
[1]=>
string(15) "parse_tax_query"
}
["query_cache_key":"WP_Query":private]=>
string(41) "wp_query:92b91a04721002eb658d5ac601387d6f"
}
-->
ゲーム形式で楽しく学べる講座なので、初心者の方にもおすすめですよ!
くわしくは、合同会社アクララールの公式サイトをご覧ください。申し込みページはコチラ!"
["post_title"]=>
string(81) "「まとめて作るな」で製造現場が変わる!TOC理論の魅力とは"
["post_excerpt"]=>
string(0) ""
["post_status"]=>
string(7) "publish"
["comment_status"]=>
string(6) "closed"
["ping_status"]=>
string(6) "closed"
["post_password"]=>
string(0) ""
["post_name"]=>
string(13) "toc-interview"
["to_ping"]=>
string(0) ""
["pinged"]=>
string(0) ""
["post_modified"]=>
string(19) "2026-04-09 13:03:47"
["post_modified_gmt"]=>
string(19) "2026-04-09 04:03:47"
["post_content_filtered"]=>
string(0) ""
["post_parent"]=>
int(0)
["guid"]=>
string(45) "https://adiem.jp/?post_type=blog&p=16560"
["menu_order"]=>
int(0)
["post_type"]=>
string(4) "blog"
["post_mime_type"]=>
string(0) ""
["comment_count"]=>
string(1) "0"
["filter"]=>
string(3) "raw"
}
["comment_count"]=>
int(0)
["current_comment"]=>
int(-1)
["found_posts"]=>
int(6)
["max_num_pages"]=>
int(1)
["max_num_comment_pages"]=>
int(0)
["is_single"]=>
bool(false)
["is_preview"]=>
bool(false)
["is_page"]=>
bool(false)
["is_archive"]=>
bool(true)
["is_date"]=>
bool(false)
["is_year"]=>
bool(false)
["is_month"]=>
bool(false)
["is_day"]=>
bool(false)
["is_time"]=>
bool(false)
["is_author"]=>
bool(false)
["is_category"]=>
bool(false)
["is_tag"]=>
bool(true)
["is_tax"]=>
bool(false)
["is_search"]=>
bool(false)
["is_feed"]=>
bool(false)
["is_comment_feed"]=>
bool(false)
["is_trackback"]=>
bool(false)
["is_home"]=>
bool(false)
["is_privacy_policy"]=>
bool(false)
["is_404"]=>
bool(false)
["is_embed"]=>
bool(false)
["is_paged"]=>
bool(false)
["is_admin"]=>
bool(false)
["is_attachment"]=>
bool(false)
["is_singular"]=>
bool(false)
["is_robots"]=>
bool(false)
["is_favicon"]=>
bool(false)
["is_posts_page"]=>
bool(false)
["is_post_type_archive"]=>
bool(false)
["query_vars_hash":"WP_Query":private]=>
string(32) "8f773c704079da24a2bb79f29cd387d6"
["query_vars_changed":"WP_Query":private]=>
bool(true)
["thumbnails_cached"]=>
bool(false)
["allow_query_attachment_by_filename":protected]=>
bool(false)
["stopwords":"WP_Query":private]=>
NULL
["compat_fields":"WP_Query":private]=>
array(2) {
[0]=>
string(15) "query_vars_hash"
[1]=>
string(18) "query_vars_changed"
}
["compat_methods":"WP_Query":private]=>
array(2) {
[0]=>
string(16) "init_query_flags"
[1]=>
string(15) "parse_tax_query"
}
["query_cache_key":"WP_Query":private]=>
string(41) "wp_query:92b91a04721002eb658d5ac601387d6f"
}
-->
他のタグから探す
- 全てのタグ
- draw.io
- ボトルネック
- プラグイン
- 生産計画
- ダイアグラム図
- TOC理論
- ファイル管理
- ガントチャート
- 添付ファイル
- TOC研修
- ファイル共有
- 工程管理表
- OCR
- ジムリン
- 業務改善
- 条件分岐フィールド非表示プラグイン
- 自動化
- 関連レコード集計プラグイン
- 検索
- 編集不可
- 会社情報調査
- 関連レコード一覧
- 絞り込み
- フィールドの非表示
- kintone
- kintoneプラグイン
- 関連レコード一覧集計
- 独自ルックアップ画面プラグイン
- claude code
- もしもシリーズ
- 独自ルックアップ
- アプリ設計
- 一文字検索
- browser use
- 生産管理システム
- ルックアップ
- ユースケース図
- 部分一致検索
- 工程管理
- kintoneアプリ
- セミオーダー型アプリ
- TOC
- ルクックアップ
- 生産管理
- バックアップ
- 製造業
- DBR
- テーブル
- 事例
- n8n
- 展示会
- バッファ
- 複数行追加
- 簡単検索ボックス・プラグイン
- データ保護
- 生産スケジューラ
- Box連携プラグイン
- googleanalytics
- MCPサーバー
- GROW工程管理
- ボトルネック改善
- 育シス開発
- Claude Desktop
- CybozuDays
- セキュリティ
- 工程表
- 生成AI
- 工程管理システム
- Box
- エクエル